

 Закрытым распределительным устройством (ЗРУ) называется электротехническое устройство, в котором оборудование размещается в закрытом здании. ЗРУ обычно сооружаются на напряжения 6 - 20 кВ.
Закрытым распределительным устройством (ЗРУ) называется электротехническое устройство, в котором оборудование размещается в закрытом здании. ЗРУ обычно сооружаются на напряжения 6 - 20 кВ.
При напряжении 35 кВ и выше ЗРУ строятся только в случаях стесненности строительной площадки в городских условиях, а также в районах с большим загрязнением атмосферного воздуха газами и проводящими парами, вредно действующими на изоляцию электрооборудования, в районах, где сильные морозы, ветры и снегопады затрудняют эксплуатацию ОРУ.
На электростанциях ЗРУ по своему назначению подразделяются следующим образом:
-
ЗРУ генераторного напряжения или главное РУ, предназначаемое для приема электроэнергии от генераторов и распределения ее для питания собственных нужд станции и потребителей генераторного напряжения, а также для передачи энергии на повысительные подстанции,
-
ЗРУ собственных нужд, получающее питание от ГРУ или от трансформаторов собственных нужд, предназначаемое для питания через шкафы КРУ всех электродвигателей 6 кВ и трансформаторов 6/0,4 кВ собственных нужд.
На понизительных подстанциях ЗРУ 6 - 10 кВ предназначаются для питания потребителей по отходящим от ЗРУ кабельным или воздушным линиям электропередачи, а также для питания собственных нужд подстанции. Закрытые РУ 6 - 10 кВ сооружаются по типовым проектам.
На теплоэлектроцентралях (ТЭЦ) с турбогенераторами 60 и 100 МВт применяются ГРУ 6 - 10 кВ с одной и двумя системами сборных шин.

Проекты ЗРУ
Типовой проект ГРУ 6 - 10 кВ с одной системой сборных шин предусматривает размещение оборудования в одноэтажном здании. Главное РУ состоит из секций, сборные шины которых соединены секционными выключателями и реакторами. К каждой секции присоединяются один генератор (мощностью 60 МВт при напряжении 6 кВ и 100 МВт при напряжении 10 кВ) и отходящие линии.
В средней части здания (рис. 1) устанавливаются сборные шины, шинные разъединители, выключатели и реакторы. Шкафы КРУ отходящих линий устанавливаются вдоль стен здания.
Типовой проект ГРУ 6 - 10 кВ с двумя системами сборных шин предусматривает размещение оборудования в двухэтажном здании. На втором этаже размещены обе системы сборных шин и шинные разъединители, а масляные выключатели, реакторы и шкафы КРУ - на первом этаже.
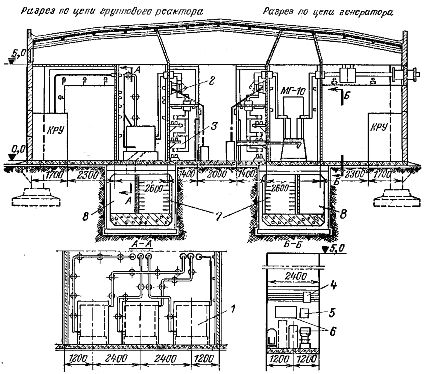
Рис. 1. Главное РУ 6 - 10 кВ в одноэтажном исполнении: 1 - реактор, 2 - шинный разъединитель, 3 - сборные шины, 4 - щиток ответвительный для оперативных шинок, 5 - щиток питания электропривода выключателя, б - шкафы вторичных цепей, 7 - кабельный туннель, 8 - вентиляционный туннель.
Проекты предусматривают возможность значительной индустриализации работ по монтажу ГРУ путем изготовления узлов ошиновки, металлоконструкций и других узлов на производственных базах монтажных организаций с поставкой их на монтажную площадку к моменту окончания строительства здания ГРУ.
Закрытое РУ 6 кВ собственных нужд ГРЭС размещается, как правило, в главном корпусе станции у ряда А машзала, комплектуется из шкафов КРУ и состоит из секций, каждая из которых обеспечивает питание собственных нужд одного блока или котлотурбоагрегата. Секция получает питание от рабочего трансформатора собственных нужд соответствующего блока.
Резервирование питания сборных шин каждой секции осуществляется системой токопроводов, получаюащих питание от резервных трансформаторов собственных нужд и подающих автоматически питание на любую секцию при аварийном отключении рабочего трансформатора собственных нужд.
На понизительных подстанциях ЗРУ 6-10 кВ также сооружаются по типовым проектам. Такие ЗРУ размещаются в отдельном одноэтажном здании, длина которого изменяется в зависимости от количества отходящих линий 6-10 кВ. Закрытые РУ комплектуются из шкафов КРУ, устанавливаемых в общем зале в два ряда.
Типовой проект ЗРУ 110 кВ
Проект выполнен для схемы с двумя системами сборных шин, одним выключателем на каждую цепь и обходной системой шин, расположенной внутри здания ЗРУ. Одноэтажное здание ЗРУ имеет высоту 10,2 м, пролет 18 м (рис. 2).
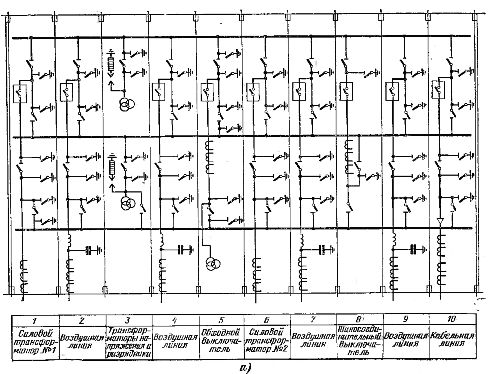
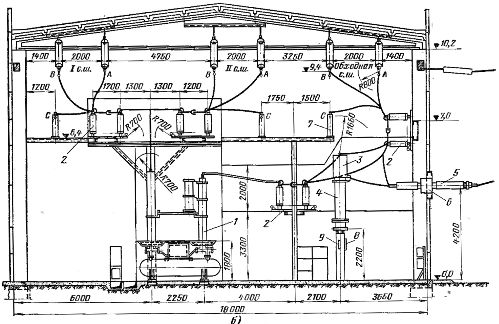
Рис. 2. Закрытое РУ 110 кВ: а - схема заполнения, б - разрез по ячейке воздушной линии, 1 - выключатель воздушный, 2 - трехполюсный разъединитель, 3 - высокочастотный заградитель, 4 - конденсатор связи, 5 - ввод маслонаполненный, 6 - трансформатор тока, 7 - изолятор опорный, 8 - фильтр присоединений, 9 - разъединитель однополюсный.
Все три системы сборных шин выполнены так, что по две фазы шин каждой системы крепятся с помощью гирлянд непосредственно к конструкции перекрытия здания, а третья фаза крепится на опорных изоляторах ШО-110 на отметке 6,4 м.
Разъединители рабочих систем шин устанавливаются горизонтально на отметке 6,4, а разъединители обходной системы - вертикально, на стене здания ЗРУ. Выключатели устанавливаются на полу с таким расчетом, чтобы имелась возможность свободного прохода по полу ячейки, для чего расстояние до нижней кромки фарфора изоляторов предусматривается не менее 2200 мм. Линейные разъединители устанавливаются на высоте 3,3 м, высокочастотные заградители с конденсаторами - на высоте 2,2 м.
Схема заполнения ЗРУ рассчитана на семь присоединений - два силовых трансформатора и пять воздушных и кабельных линий 110 кВ.
В ЗРУ 110 кВ устанавливается оборудование наружной установки: воздушные и масляные выключатели, разъединители, измерительные трансформаторы, конденсаторы, опорные и подвесные изоляторы.
Требования к строительной части ЗРУ и приемка ее под монтаж
До начала монтажа отдельное сооружение или помещение ЗРУ должно быть принято под монтаж от строительной организации по акту представителями электромонтажной организации при участии представителей эксплуатации. К моменту сдачи под монтаж в зданиях или помещениях ЗРУ должны быть полностью окончены строительные и отделочные работы.
При приемке проверяются размеры помещений и камер, основные размеры фундаментов, расположение фундаментных болтов, а также наличие и расположение закладных частей и отверстий для установки оборудования. Монтажные проемы для подачи тяжелого оборудования, а также крупных монтажных блоков и узлов должны быть выполнены в стенах или перекрытиях здания в соответствии с проектом.
Закладные основания в полу и перекрытиях также должны соответствовать проекту. Закладные основания должны быть строго горизонтальны. Превышение уровня поверхности одного узла основания над другим допускается в пределах до 10 мм по всей длине основания.
Все несущие и другие строительные металлоконструкции должны быть окрашены в соответствии с проектом. Двери должны легко открываться и плотно закрываться и должны быть снабжены запорами, открывающимися снаружи одним общим ключом, а изнутри без ключа. Допуски и отклонения от проектных размеров должны удовлетворять требованиям СНиП.
Монтаж опорных и проходных изоляторов
Для крепления токоведущих частей и для изолирования их от стен, корпусов и аппаратов, опорных и ограждающих металлоконструкций применяются опорные и проходные изоляторы.
Опорные изоляторы устанавливаются на металлических конструкциях или непосредственно на стенах или перекрытиях.
Опорные металлоконструкции выполняют в виде кронштейнов из угловой стали 50x50 мм пли в виде скобы из полосовой или угловой стали с двумя лапами, которыми скобы крепятся к стене, перегородке или под перекрытием. Кронштейны и скобы изготовляются заранее с рассверловкой отверстий для крепления изоляторов.
Крепление опорных металлоконструкций к стенам и перегородкам (при толщине более 100 мм) производят с помощью дюбелей-винтов, встреливаемых в основание, или дюбелей с распорной гайкой.
При толщине перегородок, не превышающей 100 мм, конструкции или отдельные изоляторы крепятся на сквозных болтах, для чего в перегородке или перекрытии должны быть просверлены два или четыре сквозных отверстия (в зависимости от типа изолятора). В этом случае для придания креплению большей прочности между головками болтов и плоскостью стены или перекрытия прокладываются квадратные шайбы размером 50 x 50 мм.
При транспортировке изоляторов к месту установки их следует укладывать вертикально и перекладывать стружками или обертывать бумагой во избежание повреждения фарфора.
Перед установкой изоляторы должны подвергаться ревизии и осмотру. Каждый изолятор проверяется на отсутствие в нем трещин, сколов и других механических повреждений.
Поверхность фарфорового корпуса изолятора должна быть полностью покрыта гладким и непрерывным слоем глазури. Лысины допускаются общей площадью не более 1,5 см2 и должны быть отшлифованы и покрыты двумя слоями глифталевого или бакелитового лака. Колпачок и фланец изолятора должны быть прочно заармированы. Слой цементирующего состава должен быть равномерным по всей окружности и покрыт влагостойкой краской.
Для проходных изоляторов дополнительно проверяются исправность и полнота резьбы токоведущих стержней, наличие шайб, гаек и контргаек на круглых стержнях и пружинящих шайб на плоских стержнях, соответствие диаметров или сечения стержней номинальному току изоляторов.
При монтаже опорных изоляторов для сборных шин или шинных мостов устанавливают сначала крайние изоляторы, а затем по центрам их головок натягивают шнур и по шнуру устанавливают и выравнивают все промежуточные изоляторы. При необходимости подкладывают под фланцы изоляторов выравнивающие прокладки из листовой стали.
После окончательной выверки изоляторов крепежные болты или шпильки затягиваются до отказа гайками. Правильность установки опорных изоляторов выверяют при помощи рейки и уровня. Фланцы и колпачки изоляторов окрашивают черной краской.
Проходные изоляторы устанавливаются на металлических плитах из листовой стали с рамой из угловой стали или на железобетонных плитах.
При номинальном токе проходных изоляторов 1500 А и более поперечные связи угольников рамы и стальные листы разрезаются и соединяются планками из немагнитных материалов (медь, алюминий) для уменьшения магнитного потока, возникающего вокруг изолятора в замкнутом магнитном контуре. Для этой же цели должны разрезаться стержни арматуры, которые оставляются в проемах для крепления плит проходных изоляторов.
Перед установкой проходные изоляторы подвергаются ревизии и осмотру в таком же объеме, что и опорные изоляторы. Кроме того, дополнительно проверяются прочность насадки токоведущего стержня и исправность резьбы на нем. Гайки должны навертываться на стержень свободно.
При монтаже проходных изоляторов сначала устанавливают, выверяют по осям симметрии проходную плиту и крепят ее к арматуре или конструкции сваркой или закрепляют цементным раствором.
При установке значительного количества комплектов проходных изоляторов рекомендуется установку и выверку изоляторов на проходной плите осуществлять в мастерских и поставлять плиты на монтажную площадку собранными. При этом на плитах должны наноситься оси симметрии, которые при установке и выверке плит на месте совмещаются с осями симметрии, нанесенными при разметке соответствующих ячеек ЗРУ.
При больших значениях номинальных токов (от 2000 А и более) проходные изоляторы выпускаются без токоведущих стержней и предназначаются для пропуска через них и закрепления в них непосредственно токоведущих шин. Такие изоляторы закрываются с обеих сторон чугунными колпачками со стальными планками, имеющими прямоугольные вырезы, размеры которых зависят от количества и размера пропускаемых через изоляторы шин. При монтаже на вводе и выводе шин из изолятора между шинами устанавливаются распорки такой же толщины, как и шины.
Монтаж сборных и ответвительных шин ЗРУ
Сборные и ответвительные шины выполняются, как правило, из плоских и профильных алюминиевых шин. Ошиновка ЗРУ 110 кВ выполняется гибкими алюминиевыми и сталеалюминиевыми проводами.
Работы по заготовке шинных блоков и монтажу шин на месте установки состоят из следующих основных узловых операций: сортировки и отбора, правки, резания, изгибания, подготовки контактных соединений, установки и крепления, соединения и окраски.
При ошиновке применяются два вида контактных соединений: неразъемное электросваркой и разъемное болтами. Соединение между собой участков сборных шин, присоединение отпаек к сборным шинам и соединение между собой других элементов ошиновки выполняются, как правило, электросваркой, так как указанный способ соединения обеспечивает наибольшую надежность в эксплуатации, менее трудоемок, чем болтовой, и, кроме того, обеспечивает значительную экономию болтов, гаек, шайб.
Болтовое соединение применяется для присоединения ошиновки к выводам электрических аппаратов в тех случаях, когда в условиях эксплуатации требуется частое отсоединение ошиновки от аппарата и когда выводы аппарата выполнены из меди и не могут быть поэтому соединены сваркой с алюминиевыми шинами.
Подготовка шин для соединения электросваркой выполняется в монтажных мастерских при заготовке блоков ошиновки и на месте монтажа после прокладки шин при соединении между собой участков сборных шин и других элементов ошиновки.
Болтовое соединение шин выполняется, как правило, внахлестку. При подготовке контактных поверхностей шин под болтовое соединение сначала производится сверловка отверстий, разметка центров которых выполняется в соответствии с проектом в зависимости от размеров соединяемых шин. Отверстия просверливают диаметром на 1 мм больше диаметра соответствующего болта.
После рассверловки отверстий обработка контактных поверхностей алюминиевых шин выполняется в следующем порядке:
1) грубая обработка на шинозачистном станке или драчевым напильником под линейку,
2) зачистка под слоем вазелина стальной щеткой,
3) протирка тряпкой, смоченной в бензине, и вторичная обработка стальной щеткой под слоем вазелина, который уже не удаляется.
При обработке контактных поверхностей шин необходимо следить, чтобы уменьшение толщины шины в месте обработки не превышало 2% общей толщины.
Шины устанавливаются на плоскость или на ребро, крепятся к изоляторам шинодержателями. Основания шинодержателей и шпильки выполняются из стали, а верхняя накладка - из алюминия.
При прокладке шин сначала устанавливают на опорные изоляторы шинодержатели. Закрепление шинодержателей к колпачку изолятора должно выполняться так, чтобы конец крепящего винта не упирался в фарфоровую головку изолятора.
Крепление шин в шинодержателях осуществляется так, чтобы была обеспечена возможность продольного перемещения шин вдоль шинодержателей при нагреве шин токами нагрузки или короткого замыкания. В проекте указываются точки «мертвого» крепления шин, в которых шины закрепляются в шинодержателях жестко.
При монтаже плоских шин пакетами между шинами устанавливают шинные распорные прокладки для обеспечения жесткости пакета шин и создания между шинами устойчивого зазора, улучшающего условия охлаждения шин.
Для компенсации изменения длины шин при их нагреве или охлаждении на сборных шинах и в местах присоединения тяжелых шин к генераторам, компенсаторам или трансформаторам устанавливаются компенсаторы.
Соединение электросваркой отдельных шин и приварка ответвлений к сборным шинам выполняются ручной дуговой электросваркой угольным электродом при горизонтальном и вертикальном положениях шва.а.
В наружных установках, а также в помещениях с активной химической средой все присоединения алюминиевых шин к медным контактам должны осуществляться при помощи медно-алюминиевых переходов.
Соединение меди с алюминием в медно-алюминиевых переходах должно быть цельнометаллическим, т. е. выполненным сваркой (включая холодную), плакированием или пайкой. Присоединение алюминиевых шин и зажимов к плоским зажимам производится с применением тарельчатых пружин и специальных шайб, а к стержневым зажимам с применением специальных гаек из меди или медных сплавов, поставляемых комплектно с аппаратами.
Наружный диаметр тарельчатой пружины в сжатом состоянии не должен быть больше наружного диаметра специальной шайбы, подкладываемой под пружину. Допускается применение более одной пружины для одного болта. Для соединения шин должны применяться получистые болты с антикоррозийным покрытием (оцинкованные, кадмированные, анодированные).
При монтаже ошиновки следует тщательно следить за соблюдением установленного чередования фазировки и правильностью присоединения одноименных фаз ошиновки отдельных присоединений (генераторов, трансформаторов, отходящих фидеров) к сборным шинам.
В ЗРУ фазировка сборных шин выполняется таким образом, что при вертикальном расположении шин фаза А располагается вверху, фаза В - средняя, фаза С - внизу, а при расположении шин в горизонтальной плоскости фаза А - дальняя от коридора обслуживания, фаза В - средняя, а фаза С - ближняя к коридору обслуживания. Вертикальные ответвления от сборных шин располагаются таким образом, чтобы фаза А была левой, фаза В - средней и фаза С - правой, если смотреть на ответвления из коридора обслуживания.
После окончания монтажа ошиновки производится окраска шин. Окраска одинарных шин производится со всех сторон, а шин в пакетах и коробчатых шин только с внешней стороны. Места контактных болтовых соединений и места, предназначенные для наложения временного защитного заземления, не окрашиваются.
После монтажа изоляторов и сборных шин в ЗРУ производится монтаж разъединителей, выключателей, измерительных трансформаторов напряжения и тока, монтаж реакторов.