

 Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей.
Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей.
Сварка алюминиевых однопроволочных жил суммарным сечением в скрутке до 12,5 мм2. Электросварку соединений и ответвлений выполняют с помощью аппарата ВКЗ без флюса. С концов жил снимают с помощью клещей изоляцию на длине 35 - 40 мм), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе.
Затем подготовляют сварочный прибор аппарата ВКЗ (рис. 1) к сварке: отводят назад его угольный электрод и зажимают скрученные жилы губками держателя так, чтобы торцы скрученных жил упирались в лунку угольного электрода.
Нажатием спускового крючка включают прибор, после чего угольный электрод под действием пружины и по мере расплавления торцов жил продвигается вперед и сваривает их, сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют полиэтиленовым колпачком или изоляционной лентой.
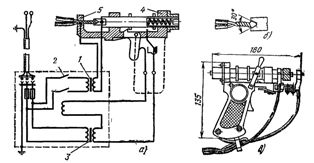
Рис. 1. Автоматическая электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 аппаратом ВКЗ: а - схема аппарата, б - положение свариваемых жил в угольном электроде при сварке, в - общий вид аппарата, 1 - сварочный трансформатор 220/10 В, 2 - реле включения, 3 - трансформатор управления 220/36 В, 4 - сварочный прибор (пистолет), 5 - губка держателя свариваемых проводов
Сварки указанных однопроволочных жил контактным разогревом в монтажной зоне выполняют с помощью клещей с двумя угольными электродами (рис. 2), подключенными к полюсам вторичной обмотки трансформатора 9 - 12 В, 0,5 кВ-А.
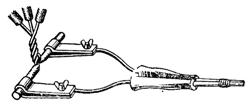
Рис. 2. Электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 в клещах с двумя угольными электродами
Подготовка жил к сварке выполняется так же, как и при сварке аппаратом ВКЗ, только изоляция с жил снимается на длине 25-30 мм (вместо 35-40 мм) и на жилы перед сваркой наносится тонкий слой флюса на длине 5-6 мм.
При сварке в клещах с двумя угольными электродами скрученные жилы располагают вертикально торцами вниз, затем концы угольных электродов сближают до соприкосновения, при этом электроды раскаляются. Раскаленные электроды прижимают к торцам жил до расплавления алюминия и образования сварочного шарика.
После остывания места сварных соединений очищают от шлака и остатков флюса стальной щеткой или наждачной бумагой и изолируют полиэтиленовым колпачком или изоляционной лентой.
Многопроволочные жилы суммарным сечением от 32 до 240 мм2. Соединение и ответвление жил осуществляют сплавлением в общий монолитный стержень.
Для сварки применяют сварочный трансформатор с вторичным напряжением 8-9 В мощностью 1 - 2 кВ-А, к трансформатору подключают электрододержатель с угольным электродом и охладитель, подбирают по сечению соответствующие формы, из алюминиевого провода сечением 2,5 - 4 мм2 подготавливают присадочные прутки, тщательно очищая их поверхность щеткой из кардоленты или наждачной бумагой и обезжиривая ее смоченной в бензине тканью.
Перед началом сварки присадочные прутки покрывают тонким слоем флюса. С концов жил снимают изоляцию на длине: при суммарном сечении до 50 мм2 - 60 мм, 75 мм2 - 65 мм, 105 мм2 - 70 мм, 150 мм2 - 72 мм, 240 мм2 - 75 мм. Если подготовляют к сварке жилы кабеля с бумажной пропитанной изоляцией, то на изоляцию у ее обреза накладывают нитяной бандаж, затем ослабляют плоскогубцами повив проволок жилы и удаляют с их поверхности маслоканифолевый состав тканью, смоченной в бензине.
Обработанные жилы располагают вертикально торцами вверх. Надевают на жилы разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения.
На жилах делают подмотку асбестовым шнуром толщиной 1 -1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести.
На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого приступают к сварке: плотно прижимают конец угольного электрода к торцам жил и держат его так до начала расплавления, после чего медленно перемещают конец электрода по торцам жил, расплавляя одну за другой все проволоки.
Затем в расплавленный металл погружают пруток присадки, круговым движением электрода перемешивают образовавшуюся ванночку расплавленного металла. После заполнения до краев формы расплавленным алюминием электрод отводят, процесс сплавления конца жилы считается законченным.
После остывания места сварки снимают охладители и формы и щеткой из кардоленты очищают от шлака сварку и прилегающий участок жил.
