

 Способы загрузки и выгрузки нагреваемых изделий, а также способы их перемещения в
электрических печах сопротивления в значительной степени определяют как их конструкцию, так и эксплуатационные свойства. На рис. 1 показаны основные типы электрических печей сопротивления,
как периодического действия (садочных), так и непрерывного действия (методических), иллюстрирующие развитие путей их механизации.
Способы загрузки и выгрузки нагреваемых изделий, а также способы их перемещения в
электрических печах сопротивления в значительной степени определяют как их конструкцию, так и эксплуатационные свойства. На рис. 1 показаны основные типы электрических печей сопротивления,
как периодического действия (садочных), так и непрерывного действия (методических), иллюстрирующие развитие путей их механизации.
Цифра I показывает типы печей периодического действия, в которых изделие в процессе нагрева неподвижно и механизируются лишь загрузка и выгрузка.
Индекс 1 относится к камерной печи с боковой дверкой, через которую в камеру загружаются вручную обычно небольшие изделия. Это универсальная печь, в которой механизация отсутствует.
Индекс 2 - шахтная печь с открывающейся крышкой. Здесь загрузка и выгрузка изделий осуществляется через верхнее отверстие печи, и поэтому они могут быть механизированы с помощью цехового крана или расположенного над печью тельфера. Подъем и отвод крышки в сторону могут осуществляться вручную (рычагом), либо с использованием крана или тельфера, либо, наконец, с помощью специального гидравлического или электромеханического механизма.
Индекс 3 соответствует колпаковой печи. В ее комплект входят несколько футерованных стендов, на которые может устанавливаться с помощью крана колпак (колокол) с нагревателями. Загрузка и выгрузка осуществляются с помощью мостового крана при снятом (установленном на другом стенде) колпаке. Перемещение колпака с одного стенда на другой также осуществляется с помощью мостового крана.
Индекс 4 - камерная печь с выдвижным подом. Эти печи предназначены для нагрева крупных изделий, которые невозможно загружать вручную. Сама камера печи стоит на колоннах (или фундаменте), а днище ее представляет собой футерованную тележку, которая с помощью лебедки или расположенного на ней привода (самоходная) может выезжать по рельсам из-под печи. Загрузка и выгрузка тележки осуществляются с помощью мостового крана.
Индексом 5 отмечена элеваторная печь. Камера печи стоит на высоких колоннах, днище ее с загрузкой может подниматься в печь или опускаться вниз с помощью гидравлического подъемника. В нижнем положении днище печи становится своими катками на рельсы и может для загрузки и выгрузки выезжать из-под печи в цех под мостовой кран. Конструкции печей 2, 3 и 5 могут быть герметизированы и работать со специальной атмосферой или под вакуумом.
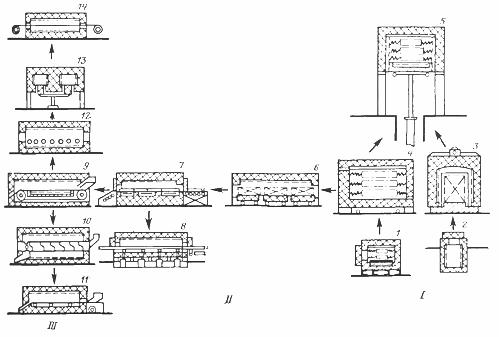
Рис. 1. Основные типы садочных и методических печей
Цифрами II и III обозначены печи непрерывного действия, в которых нагреваемые изделия перемещаются от одного конца печи к другому, причем цифрой II указаны печи, в которых перемещение изделий осуществляется периодически, толчками, а цифра III указывает печи, в которых это перемещение осуществляется непрерывно.
Индекс 6 - туннельная печь, в которой изделия помещаются на футерованных тележках, пропускаемых через камеру печи, имеющую форму туннеля. Через определенный промежуток времени все тележки продвигаются на длину, равную длине одной тележки, при этом одна из них выходит из печи для выгрузки, в то время как с противоположного конца печи в ее камеру входит очередная загруженная тележка.
Индекс 7 показывает толкательную печь. На загрузочный стол (справа) устанавливается жароупорный поддон с изделиями. Периодически открываются дверцы у торцов печи и толкатель (гидравлический или электромеханический) вдвигает поддон в печь, заставляя передвинуться весь ряд находящихся в печи на ее подовых жароупорных рельсах поддонов. При этом крайний левый поддон выходит из печи, после чего дверцы закрываются.
Индексом 8 отмечена печь с шагающим подом. В днище печи по ее длине вмонтированы жароупорные балки, которые с помощью привода получают возвратно-поступательное движение. При этом балки перед движением от загрузочного конца печи приподнимаются из пазов днища, приподнимают лежащие на подине печи изделия и перемещают их вдоль печи. Перед обратным движением балки опускаются в пазы днища, изделия садятся на подину и не участвуют в возвратном движении балок. Тем самым изделия периодически, шагами, перемещаются вдоль печи от загрузочного конца к выгрузке.
Индекс 9 у конвейерной печи. В камере печи на двух валах натянут цепной конвейер, полотно которого состоит из плетеной сетки или штампованных или литых цепных звеньев. При вращении ведущего (у стороны выгрузки) вала конвейер плавно перемещается, увлекая с собой загружаемые на него у загрузочного (справа) конца печи изделия. Конструкция конвейера может быть весьма различной.
Индекс 10 относится к барабанной печи. В камере печи расположен шнек - жароупорный барабан с архимедовой спиралью. При вращении барабана изделия перекатываются в барабане, перемещаясь постепенно от его загрузочного конца к разгрузочному.
Индекс 11 показывает печь с пульсирующим подом. На дне камеры печи находится на роликах жароупорный под в виде желоба, на который у загрузочного конца печи (справа) укладываются нагревавмые детали. Под с помощью привода с эксцентриком получает возвратно-поступательное движение, причем его движение назад (в сторону загрузки) плавное, а в сторону разгрузки - резкое, под действием пружины с ударом об амортизаторы. Благодаря этому изделия при ходе назад проходят тот же путь, что и под, в то время как при ходе вперед они по инерции при ударе проскакивают вперед относительно пода. В результате изделия импульсами постепенно перемещаются от загрузочного конца печи к выгрузке.
Под индексом 12 показана рольганговая печь. В поду ее камеры установлены жароупорные ролики, медленно вращающиеся против часовой стрелки. Благодаря этому уложенное на ролики справа изделие (в отличие от предыдущих трех типов печей эта печь предназначена для нагрева крупных изделий) постепенно транспортируется вдоль печи к ее разгрузочному концу.
Индекс 13 относится к карусельной печи. Это по существу конвейерная печь, свернутая в кольцо. Кольцеобразный вращающийся под заставляет уложенное на него через загрузочную дверку (в боковой стенке, не показана на рисунке) изделие совершить полный круг в печи к разгрузочной дверке, расположенной рядом с загрузочной.
Индекс 14 у протяжной печи, используемой для нагрева проволок или ленты. У торцов печи имеются барабаны, между которыми натянута проволока или лента. При вращении барабанов с одного из них лента (или проволока) сматывается, а на другой наматывается.

Конструкции низкотемпературных печей сопротивления
Низкотемпературные печи сопротивления не могут быть высокопроизводительными, так как коэффициенты теплопередачи при естественной конвекции невелики. Процесс можно интенсифицировать введением искусственной циркуляции, установив на своде печи или шкафа засасывающий вентилятор, а для того чтобы уменьшить расход тепла на нагрев воздуха, можно организовать его круговую циркуляцию. В этом случае вентилятор, засасывая воздух в верхней части печи, гонит его вниз по боковому теплоизолированному каналу и нагнетает в нижнюю часть печи.
Если же требуется производить сушку изделий и, следовательно, удалять испаряющуюся из нагреваемых деталей влагу, то устраивается смешанная циркуляция, при которой часть воздуха засасывается вентилятором из шкафа, а часть из помещения (рис. 2). Максимальная температура нагрева изделий в такого рода печах и сушилках обычно не превосходит 200 - 300 °С.
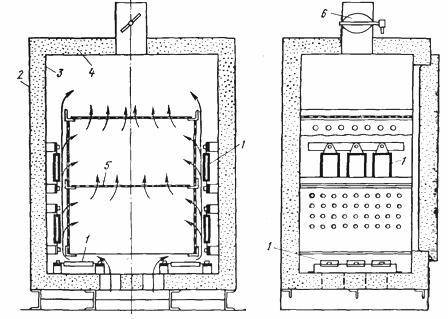
Рис. 2. Сушильный шкаф с естественной циркуляцией: 1 - нагревательные элементы, 2 - наружный каркас, 3 - внутренний каркас, 4 - теплоизоляция, 5 - этажерка для деталей, 6 - заслонка для регулирования воздуха.
Конструкция печи с замкнутым циклом циркуляции для нагрева мелких металлических изделий в слое или длинномерных изделий показана на рис.
3.
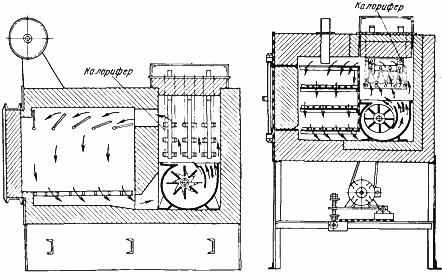
Рис. 3. Камерные печи с принудительной циркуляцией атмосферы и электрокалорифером
Это - шахтная печь, предназначенная для отпуска стальных изделий, в которую вставляются выполненные из жароупорного материала корзины с решетчатым или перфорированным дном, заполняемые изделиями, подлежащими нагреву.
Нагреватели расположены по бокам печи, вокруг корзины, но они отделены от нее жароупорным экраном с тем, чтобы предупредить прямое излучение и связанный с ним перегрев прилегающих к стенкам корзины изделий. Внизу печи расположен вентилятор, прогоняющий нагретый воздух через корзины. Затем этот воздух расходится по радиусам в кольцевое пространство между корзиной и стенками печи и подогревается, омывая нагреватели.
На рис. 4 показана толкательная печь для сушки сварочных электродов на температуру 400°С. Мощность печи 210 кВт, электроды укладываются на расположенные на тележках рамки и с помощью гидравлического толкателя и таскателя проводятся через печь. В печи имеется внутренний вентилятор 6, а также вынесенные вентиляторы 10.Нагреватели расположены на боковых стенках печи. Таким образом, в этой печи потоки воздуха направляются перпендикулярно линии движения изделий. Такие печи можно строить многозонными.
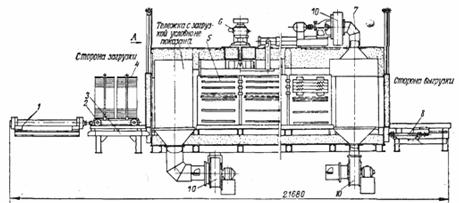
Рис. 4. Толкательная сушильная электропечь: 1 - толкатель, 2 - тележка, 3 - стол, 4 - рамки для укладки электродов, 5 - нагревательная камера, 6 - печной вентилятор, 7 - воздухопровод, 8 - тоскатель, 9 - гидропривод подъема дверцы, 10 - вынесенный вентилятор
Конструкции среднетемпературных печей сопротивления
Среднетемпературные термические печи чрезвычайно разнообразны. Простейшей и в то же время универсальной печью является камерная печь (рис. 5). Она состоит из прямоугольной камеры с огнеупорной футеровкой и теплоизоляцией, перекрытой сводом и помещенной в металлический кожух.
Печь загружается и выгружается через отверстие в передней стенке, прикрываемое дверцей. Нагреватели располагаются в поду и на боковых стенках печи, реже также и на своде. У очень крупных печей нагреватели располагаются и на задней стенке печи и на дверцах для обеспечения большей равномерности распределения температур в камере печи. Подовые нагреватели перекрываются обычно жароупорными плитами, на которые и укладываются нагреваемые изделия.
Дверки камерных печей, как правило, выполняются подъемными, у небольших печей с ручным или ножным приводом (при ножном приводе руки рабочего остаются свободными), у более крупных - с электромеханическим. В последнем случае устанавливаются у верхнего и нижнего положений дверки конечные выключатели, отключающие электродвигатель в крайних положениях.
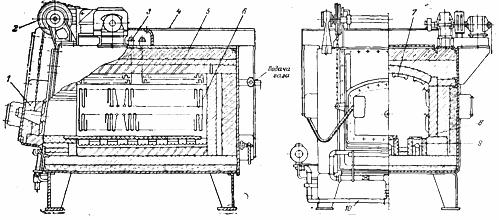
Рис. 5. Камерная электропечь с металлическими нагревателями и пламенной завесой: 1 - дверца, 2 - механизм подъема дверцы, 3 - вывод нагревателя, 4 - кожух, 5 - футеровка, 6 - боковые нагреватели, 7 - сводовые нагреватели, 8- подовые плиты, 9 - подовые нагреватели, 10 - устройство пламенной завесы.
Для отжига или иной термической обработки крупных деталей, которые невозможно загрузить в печь вручную, применяются камерные печи с выдвижным подом. Они представляют собой камеру без дна и обычно без передней стенки, стоящую на колоннах (рис.
6), и тележку на катках, на которой смонтированы подина и передняя стенка печи, передвигающуюся на рельсах с помощью электропривода или электромеханической лебедки. Тележка выезжает из-под печи, на нее краном загружают детали, после чего она подъезжает под камеру, и печь включается на нагрев.
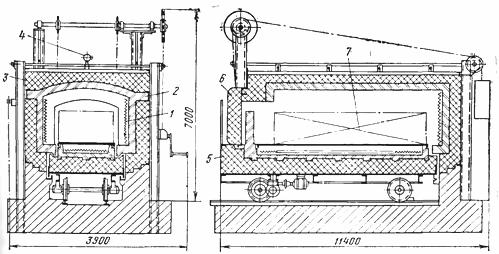
Рис. 6. Камерная печь с выдвижным подом: 1 - нагреватели, 2 - огнеупорная кладка, 3 - теплоизоляция, 4 - термопара, 5 - выдвижной под, 6 - дверца, 7 - садка
После окончания цикла отжига тележка вновь выезжает из под печи и разгружается. Нагреватели печи обычно располагаются на ее боковых, задней и передней стенках и в поду, а иногда для обеспечения более равномерного нагрева и на своде. Питание нагревателей пода и передней стенки осуществляется при помощи гибких кабелей или ножевых контактов. Такие печи экономичны лишь при крупной садке, они достигают емкости до 100 т и больше и мощности до 3000 - 5000 кВт.
Второй распространенной группой печей периодического действия являются шахтные печи. Они выполняются в виде круглых, квадратных или прямоугольных шахт, открытых сверху и перекрываемых крышкой (рис.
7).
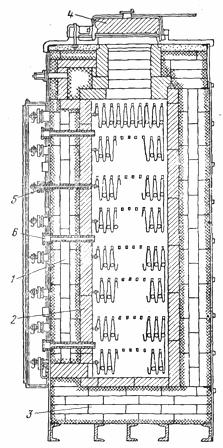
Рис. 7. Шахтная электропечь: 1 - нагреватели, 2 - огнеупорная кладка, 3 - теплоизоляция, 4 - крышка печи, 5 - вывод нагревателя, 6 - термопара.
Нагреватели в шахтных печах устанавливаются обычно по боковым стенкам (донные нагреватели устанавливаются редко, больше в плоских прямоугольных печах). Иногда в круглых печах, предназначенных для нагрева пустотелой цилиндрической загрузки (бунты проволоки, рулоны жести), кроме того, по оси устраивается вертикальный центральный нагреватель. Специальные жароупорные направляющие защищают нагреватели от повреждения опускаемыми в печь или вынимаемыми изделиями или корзинами с изделиями.
Шахтные печи выполняются иногда очень глубокими для термической обработки валов и труб (глубиной в 10 м и более) с несколькими тепловыми зонами для обеспечения равномерного нагрева по высоте. Партия труб собирается при этом вне печи, закрепляется в специальной подвеске и краном опускается в печь.
Эти печи являются менее универсальными по сравнению с камерными, но в некоторых случаях они имеют существенные преимущества. Загрузка тяжелых изделий в печь и их выгрузка могут быть легко осуществлены обычным мостовым краном цеха, а если его нет, то тельфером или блоком. Они занимают меньше места, так как обычно заглубляются в землю для облегчения их обслуживания. Их легко герметизировать и тем самым уменьшить окисление изделий путем создания песочного, масляного или водяного затвора для крышки.
Благодаря их большей компактности и лучшему уплотнению крышек по сравнению с дверцами потери этих печей меньше, чем камерных, и составляют от 15 до 25% номинальной мощности.
Конструкции методических печей различаются в основном в зависимости от применения того или иного механизма для перемещения нагреваемых изделий внутри печи. Так, конвейерные печи имеют конвейер
- бесконечное полотно, натянутое между двумя валами, один из которых является ведущим и приводится во вращение специальным двигателем. Детали укладываются на конвейер вручную или специальным питателем и продвигаются на нем от загрузочного конца печи к разгрузочному.
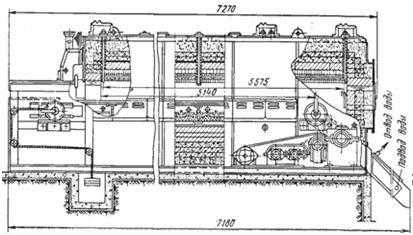
Рис. 8. Конвейерная закалочная электропечь
Полотно конвейера выполняется плетеным из нихромой сетки (для самых легких деталей) либо из штампованных пластин и соединяющих их прутков, а для тяжелых деталей - из штампованных или литых цепных звеньев. В последнем случае ведущий вал конвейера выполняется зубчатым и играет роль звездочек, зубья которых заходят между звеньями цепи.
Конвейер может быть размещен в камере печи целиком, вместе с обоими валами, в этом случае он все время нагрет и поэтому аккумулированное в нем тепло сохраняется.
Недостатками этой конструкции являются: весьма тяжелые условия для работы обоих валов конвейера, находящихся в зоне высокой температуры, трудность их ремонта (малая доступность) и неудобство в загрузке деталей на раскаленную поверхность конвейера. этом приходится охлаждать валы водой, что приводит к довольно значительным тепловым потерям. Поэтому часто концы конвейера и его нижнюю ветвь выносят за пределы футеровки. Естественно, что в этом случае конвейер подходит к загрузочному концу печи остывшим и, следовательно, накопленное им тепло пропадает. Эти потери тепла больше, чем потери с охлаждающей водой у печей с закрытым конвейером.
Нагреватели в конвейерной печи размещаются большей частью на своде и в поду, под верхней ветвью конвейера, реже на боковых стенках камеры. Конвейерные печи применяются для нагрева лишь сравнительно мелких деталей до 900°С, так как при более высокой температуре работа механически нагруженных частей конвейера становится ненадежной.
Особую группу составляют так называемые протяжные печи, служащие для нагрева проволок или лент из стали и цветных металлов. Они представляют собой камеру с нагревателями, через которую с большой скоростью (до 0,5 м/с) пропускается лента или пучок проволок (рис. 9). В протяжных же печах получается очень равномерный прогрев и брак по термообработке может быть сведен к нулю.
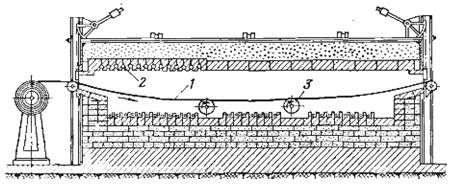
Рис. 9. Протяжная печь для ленты: 1 - нагреваемая лента, 2 - нагреватели печи, 3 - поддерживающие ролики.
Конструкции высокотемпературных печей сопротивления
Наиболее распространенной является группа печей с карборундовыми нагревателями. Карборундовые нагреватели могут работать до 1450°С, следовательно, печи с карборундовыми нагревателями, перекрывают диапазон 1200 - 1400°С. Они отличаются от среднетемпературных печей более толстой футеровкой, состоящей по крайней мере из трех слоев.
Так как сопротивление стержней существенно меняется за время разогрева и, кроме того, требуется во избежание их выхода из строя сравнительно медленный разогрев до 850 °С на пониженном напряжении, то высокотемпературные печи с карборундовыми нагревателями снабжаются регулировочными трансформаторами, позволяющими менять питающее напряжение небольшими ступенями по крайней мере в отношении 2:1.
Это необходимо еще и потому, что в эксплуатации стержни стареют, увеличивая свое сопротивление, вследствие чего необходимо для поддержания прежней мощности печи повышать подаваемое на нее напряжение.
Из-за старения, которое происходит с различной интенсивностью
у отдельных стержней, не рекомендуется включать их последовательно из-за
возможного различного изменения их сопротивления при нагреве. С другой стороны,
при выходе из строя одного из параллельно включенных стержней его нельзя
заменить новым, так как сопротивление остальных стержней уже увеличилось, надо
их все заменить новыми или подобрать из старых, уже работавших стержней
какой-либо с подходящим к данным условиям сопротивлением.
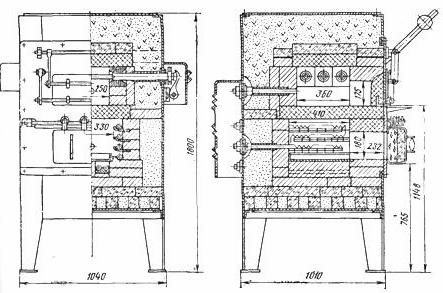
Рис. 10. Камерная высокотемпературная печь. Нижняя камера с металлическими нагревателями служит для подогрева, верхняя - высокотемпературная с карборундовыми нагревателями.