

 Источники сварочного тока должны обеспечить устойчивое горение дуги, стабильность режимов сварки, безопасность обслуживания установок. Эти требования выполняются надлежащим выбором параметров источников питания: напряжения холостого хода, внешней характеристики, способа регулирования сварочного тока.
Источники сварочного тока должны обеспечить устойчивое горение дуги, стабильность режимов сварки, безопасность обслуживания установок. Эти требования выполняются надлежащим выбором параметров источников питания: напряжения холостого хода, внешней характеристики, способа регулирования сварочного тока.
Напряжение холостого хода выбирают из условия надежного зажигания дуги и безопасности обслуживания. Повышение напряжения облегчает зажигание дуги, но одновременно увеличивает опасность поражения сварщика. Кроме того, повышение напряжения холостого хода источников питания дуги переменного тока (сварочных трансформаторов) приводит к возрастанию тока намагничивания и снижению cosφ.
Напряжение зажигания дуги переменного тока составляет 50 - 55 В, следовательно, напряжение холостого хода не может быть ниже этого значения. Верхний предел значений Uо ограничивается условиями безопасности и составляет 60 - 75 В, а для сварочных трансформаторов на 2000 А оно не должно превышать 90 В. Зажигание дуги постоянного тока происходит при более низких напряжениях, порядка 30 - 40 В. Напряжение холостого хода источников питания постоянного тока находится в пределах 45 - 90 В.
Внешняя характеристика электротехнического изделия
(устройства) - зависимость напряжения на выводах электротехнического изделия (устройства) от тока, протекающего через нагрузку, подключенную к этим выводам. (ГОСТ 18311-80).
Внешняя характеристика источников сварочного тока - это зависимость напряжения на его выходных зажимах Un от силы тока нагрузки

По характеру этой зависимости внешняя характеристика может быть (рис. 1):
1) падающей,
2) жесткой,
3) возрастающей.
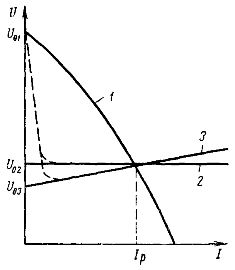
Рис. 1. Типы внешних характеристик источников питания дуги: 1 - падающая, 2 - жесткая, 3 - возрастающая.
Дуга и источник питания образуют систему, которая будет находиться в устойчивом равновесии, если случайные изменения силы тока будут с течением времени уменьшаться, то есть система будет возвращаться в исходное состояние.
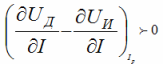
Условие устойчивости в статическом режиме сводится к тому, чтобы разность производных напряжений по току статических характеристик дуги и источника питания в рабочей точке была положительной
Условие выполняется, если при падающей характеристике дуги внешняя характеристика источника питания будет более падающей, а при возрастающей характеристике дуги внешняя характеристика источника - менее возрастающей.
На рисунке 2 показаны совмещенные падающие характеристики источника питания 1 и дуги 2. В момент касания электродом детали по сварочной цепи протекает ток короткого замыкания, соответствующий точке а. При отводе электрода возникает дуга, напряжение возрастает по кривой 1 до точки б, соответствующей устойчивому горению дуги.
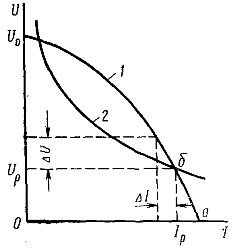
Рис. 2. Совмещенные внешняя характеристика источника питания (1) и вольт-амперная характеристика дуги (2).
Падающая внешняя характеристика используется в аппаратах ручной сварки, где необходимо обеспечить устойчивость дуги и малое изменение сварочного тока при изменении длины дуги. Изменение напряжения вследствие изменения длины дуги на величину ΔU (рис. 2) приводит к незначительному изменению сварочного тока на ΔI.
Падающая внешняя характеристика обеспечивает небольшую кратность тока короткого замыкания, которая не должна превышать 1,4. При больших токах короткого замыкания источник питания испытывает большие перегрузки, а качество сварки и безопасность обслуживания из-за разбрызгивания металла ухудшаются.
Источники с жесткой и возрастающей характеристиками используются для сварки под флюсом и в среде защитных газов (аргон, углекислый газ).
В большинстве случаев более целесообразна падающая внешняя характеристика источника питания. В источниках сварочного тока она создается за счет падения напряжения в самом источнике или в отдельном сопротивлении, включаемом в сварочную цепь.
В общем случае уравнение внешней характеристики является нелинейным и имеет вид
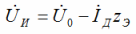
где Uо - напряжение холостого хода источника питания, zэ - полное эквивалентное сопротивление источника питания вместе с дополнительным сопротивлением, Iд - ток дуги.

Регулирование сварочного тока необходимо при сварке деталей различной толщины. Для этого источники питания снабжают устройствами ступенчатого или плавного регулирования сварочного тока, обеспечивающими возможность работы на различных характеристиках (рис. 3).
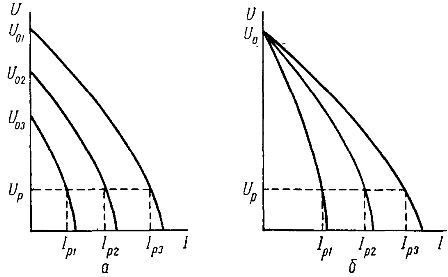
Рис. 3. Внешние характеристики источников питания дуги при регулировании сварочного тока: а - изменением напряжения холостою хода Uо, б — изменением эквивалентного сопротивления zэ.
Режим работы источников сварочного тока, работающих в прерывистом режиме, характеризуется относительной продолжительностью работы ПР, представляющей собой долю времени непрерывной работы под нагрузкой от продолжительности всего рабочего цикла.
Обычно ПР выражается в процентах
где τр - время непрерывной работы под нагрузкой, τп - время паузы, τц - время рабочего цикла.
Если источник питания в период паузы отключается от сети, то говорят не о продолжительности работы ПР, а о продолжительности включения ПВ, которая определяется аналогично, как и продолжительность работы (ПР).
Относительная продолжительность работы ПР - это паспортный параметр источника питания, который следует учитывать при выборе источника и его эксплуатации. Превышение ПР против паспортного приводит к перегреву и выходу из строя сварочного оборудования.
При работе источника в неноминальном режиме допустимый ток определяют из соотношения
где индекс «н» относится к номинальным параметрам, а «д» - к параметрам действительного режима. В длительном режиме ПР = 100%.