

 При электродуговом способе сварки между металлическим стержнем электрода и деталью создается и поддерживается дуговой разряд. Тепловая энергия дуги локально расплавляет обрабатываемую деталь и металлический сердечник электрода с образованием сварочной ванны и защитного шлака.
При электродуговом способе сварки между металлическим стержнем электрода и деталью создается и поддерживается дуговой разряд. Тепловая энергия дуги локально расплавляет обрабатываемую деталь и металлический сердечник электрода с образованием сварочной ванны и защитного шлака.
Источник сварочного тока для электродуговой сварки обеспечивает постоянный или переменный ток с интенсивностью от 30 до 400 ампер в зависимости от различных параметров, таких как диаметр электрода, свойства покрытия электрода, положение сварки, тип соединения, размеры и особенности заготовок. Напряжение источника сварочного тока должно быть больше напряжения зажигания (смотрите Параметры источников сварочного тока).
Электрод с покрытием зажимают в держателе электрода, подключенного к одной из электрических выходных клемм сварочного поста. «Масса» соединена с источником сварочного тока и находится на заготовке.

Зажигание дуги достигается путем трения кончика электрода о заготовку или при приближении электрода на несколько миллиметров к поверхности детали. Электрическую дугу нужно постоянно поддерживать путем постоянства расстояния между кончиком электрода и заготовкой, чтобы избежать короткого замыкания.

Электродуговая сварка
Сварочный электрод состоит из двух частей:
1. Металлическая сердцевина цилиндрический формы в виде стержня в центре электрода. Основная роль стержня заключается в том, чтобы проводить электрический ток и формировать металл шва.
2. Покрытие: внешняя цилиндрическая часть электрода. Оно помогает защитить расплав сварочной ванны от окисления атмосферным воздухом путем образования газообразной атмосферы, окружающей расплавленный металл. Покрытие также образует защитный шлак в верхней части сварного шва. Этот шлак защищает расплав от окисления и быстрого охлаждения. Покрытие играет важную роль в обеспечении стабильности и ионизации дуги. Покрытие имеет сложный химический состав и может включать металлические, минеральные и органические компоненты.
Диаметр электрода с покрытием варьируется от Ø 1,6 до Ø 8 мм. Общая длина от 250 до 500 мм. Некоторые электроды могут иметь диаметр 10...12 мм и длину 1000 мм для специальных видов работ.
Основные виды покрытий сварочных электродов для электродуговой сварки:
 1) Кислое (оксид железа и железосодержащие сплавы).
1) Кислое (оксид железа и железосодержащие сплавы).
2) Основное (на основе карбоната кальция и фторида кальция).
3) Целлюлозное (на основе целлюлозы).
4) Рутиловое (на основе окиси титана).
5) С содержанием железного порошка (на основе металлического порошка).
6) Специальные (комбинации вышеперечисленных видов с добавлением различных компонентов).
Виды работ, при которых используются электроды с различными покрытиями:
1) Рутиловые - для текущих сварочных работ.
2) Основные — для конструкций, работающих под давлением или с повышенными требованиями к прочности.
3) Целлюлозные — для глубокого проплавления корневых швов в горизонтальном положении.
Хранение и подготовка электродов перед электродуговой сваркой:
Электроды с рутил-основным и основным покрытием должны отжигаться в печи при 300 градусов Цельсия в течение 2 часов. При сушке такие электроды должны обрабатываться при температуре 120 градусов по Цельсию в портативных печах на сварочных участках. Другие электроды (рутиловые, целлюлозные и кислые) хранятся в отапливаемом помещении и относительной влажности ниже 60%.
Новая технология производства и вакуумная упаковка основных электродов обеспечивает получение покрытия с очень низкой степенью влажности, не требующих отжига и сушки перед их использованием.

Сварочные электроды
Режимы электродуговой сварки покрытыми электродами:
Если сила сварочного тока мала, проплавление шва низкое, электрическая дуга нестабильна, а наплавленный металл имеет поры и включения шлака, ухудшающие свойства шва. При большой силе тока металл расплава становится слишком жидким.
Выбор силы тока зависит от: диаметра электрода, химсвойств электрода, особенностей заготовки, положения сварки, толщины заготовки.
Интенсивность сварочного тока уменьшается с увеличением длины дуги. И наоборот, когда длина дуги уменьшается, ток увеличивается.

Зависимость сварочного тока от диаметра электрода

Сила сварного тока в зависимости от толщины детали
Корневые швы, как правило, выполняются на отрицательной полярности: вилка держателя электрода подключена к выводу (-), вилка зажима заземления подключена к (+) источника тока.
Отделочные проходы шва и заполнение металлом расплава обычно выполняется с положительной полярностью: вилка держателя электрода подключена к (+), вилка зажима заземления подключена к выводу (-).
Типичный состав рабочего места сварщика включает в себя:
1. Источник сварочного тока.
2. Электродный кабель с держателем.
3. Заземляющий зажим со свинцовой проволокой.
4. Портативную печь для электродов с основным покрытием.
5. Специальную маску сварщика с затемненными стеклами, сварочные перчатки и одежду.
6. Отбойный молоток и проволочную щетку для очистки сварных швов.
7. Электрическую угловую шлифмашинку для зачистки кромок и швов.
8. Защитные экраны или занавески.
9. Систему вентиляции.
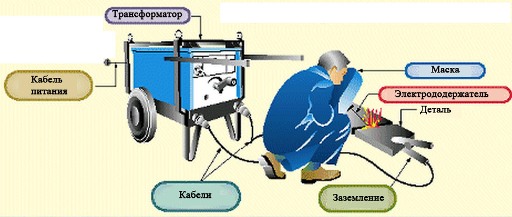
Рабочее место сварщика