

 Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 - JсвRг, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
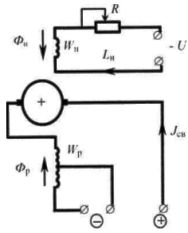
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
 Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
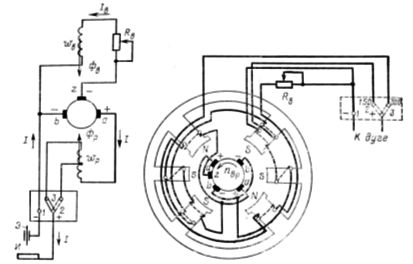
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
 Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
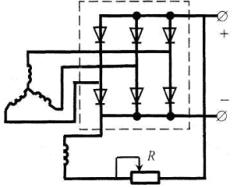
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
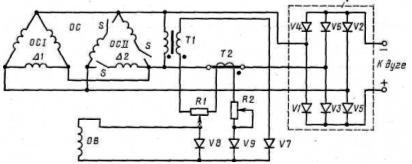
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
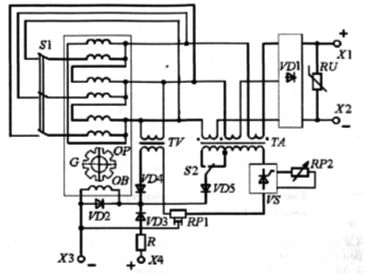
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.