

 Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения.
Выпрямители, регулируемые трансформатором, имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные.
Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.)
В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды).
Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП. У выпрямителя ВД-306: защита по току электромагнитная, срабатывает при превышении допустимого тока в 1,5 раза.

Рис. 1. Сварочный выпрямитель ВД-306
В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, мало отличаются от описанных здесь - Классификация и устройство сварочных трансформаторов.
Основное отличие в том, что трансформаторы для сварочных выпрямителей выполняются трехфазными. Это не только обеспечивает равномерное нагружение фаз питающей сети, но и снижает пульсацию выпрямленного тока.
Распространенным элементом сварочного выпрямителя является дроссель. Если он располагается между электрододержателем и блоком выпрямителей (на участке сварочной цепи, где протекает постоянный ток), то служит для ограничения скорости нарастания тока короткого замыкания, т.е. для уменьшения разбрызгивания при сварке.
Если дроссель располагается между силовым трансформатором и блоком выпрямителей (на участке сварочной цепи, где протекает переменный ток), то он служит для регулировки сварочного тока или выходного напряжения.
Выпрямительные блоки собираются из силовых диодов. В отличие от проводников электрического тока, которые одинаково хорошо проводят ток как в одном, так и в другом направлении диоды пропускают ток только в одном направлении. Управлять величиной тока с помощью диода невозможно.
Помимо диодов в сварочных выпрямителях используются тиристоры. С помощью тиристора можно управлять током. Однако возможности управления ограничены. Тиристор нельзя выключить раньше, чем напряжение на основных электродах упадет до нуля. Поэтому тиристоры называются «не полностью управляемыми полупроводникам». Полностью управляемыми полупроводниками являются транзисторы (триоды), но применение таковых в сварочных источниках ограничено.
Полупроводниковые элементы следует предохранять от перегрева. Поэтому диоды и тиристоры помещают в радиаторы, которые принудительно охлаждают потоком воздуха от вентилятора.
В сварочных цепях благодаря ЭДС самоиндукции иногда возникают пики напряжения (перенапряжения), которые могут вызвать пробой полупроводника в обратном направлении. Для предупреждения этого полупроводники шунтируются R - С цепью. При появлении на выводах полупроводника повышенного напряжения происходит заряд конденсатора, а затем его разряд через полупроводник в прямом направлении.
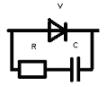
Рис. 2. Схема защиты полупроводника от индукционного напряжения
В сварочных выпрямителях полупроводниковые элементы собираются в виде различных схем. Подразделяется на 1- и 3-х фазное выпрямление.
Однофазные схемы выпрямления применяются в цепях управления, где потребляемая мощность невелика, поэтому, используя сглаживающие емкостные фильтры, можно получить на выходе напряжение близкое к постоянному.
Трехфазные схемы выпрямления
В сварочных выпрямителях обычно используют трехфазные схемы выпрямления, которые обеспечивают значительно меньшую пульсацию выпрямленного тока по сравнению с однофазными схемами.
Трехфазная мостовая схема выпрямления Ларионова
В трехфазных выпрямителях блоки из диодов чаще всего выполняют по мостовой схеме. В этом случае пульсация выпрямленного напряжения составляет 300 Гц.
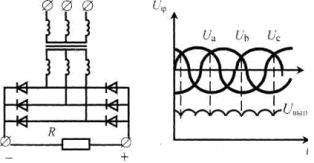
Рис. 3. Трехфазная мостовая схема выпрямления Ларионова (а), фазное и выпрямленное напряжение (б)
Работа схемы: В анодной группе включаются вентили с самым высоким потенциалом фазы, а в катодной наоборот. В любой момент времени открыты вентили, соединенные с фазами с самым большим положительным и с самым большим отрицательным потенциалами. Причем каждый вентиль одной группы в течении трети периода работает поочередно с двумя вентилями другой группы
В сварочном оборудовании эта схема применяется практически во всех выпрямителях для ручной дуговой сварки с номинальным током до 500А.
Кольцевая трехфазная схема выпрямления
Для ее реализации трансформатор выпрямителя должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. При этом пульсация выпрямленного напряжения составляет 300 Гц.
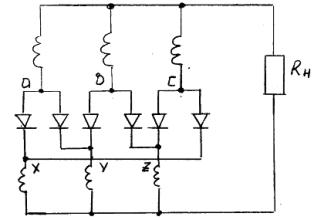
Рис. 4. Кольцевая трехфазная схема выпрямления
Работа схемы: В этой схеме при переключении вентиля переключается и одна из двух обмоток в цепи выпрямления. Причем каждая обмотка одной группы в течении трети периода работает поочередно с двумя обмотками другой группы.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока.
Шестифазная схема выпрямления с уравнительным реактором
Для ее реализации трансформатор выпрямителя также должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. Кроме того, для обеспечения параллельной работы на нагрузку одновременно двух фаз требуется еще уравнительный реактор – симметричный дроссель.
Шестифазная схема выпрямления с уравнительным реактором
Работа схемы: Для каждой звезды включаются вентили с самым высоким положительным потенциалом фазы аналогично трехфазной нулевой схеме. Без уравнительного реактора получается шестифазное выпрямление с работой каждой фазы и вентиля 1/6 периода.
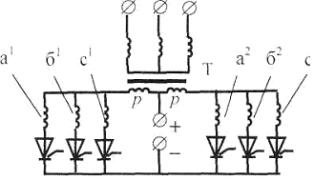
Рис. 5. Шестифазная схема выпрямления с уравнительным реактором
Такая схема применяется в выпрямителях большой мощности (1000 А и больше) прежде всего при питании низковольтной нагрузки.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока, а также дополнительный дроссель.
Сварочные выпрямители регулируемые трансформатором
Падающая характеристика у сварочных выпрямителей получается различными способами. Наиболее простой состоит в том, что сварочный выпрямитель комплектуется силовым трансформатором с падающей характеристикой. По такому принципу сконструирован сварочный выпрямитель ВД-306.
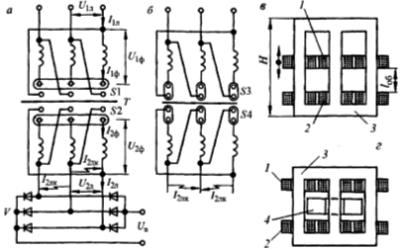
Рис. 6. Сварочный выпрямитель управляемый трансформатором с увеличенным рассеянием: а, б - электрические схемы, в, г - конструкция трансформаторов.
В него входят силовой трансформатор с подвижными катушками или шунтом, выпрямительный блок и пускозащитная аппаратура. Грубая регулировка тока осуществляется одновременным переключением первичной и вторичной обмоток со схемы «звезда» (λ / λ) на «треугольник» (∆ / ∆). В первом случае устанавливается ступень малых токов, а во втором - больших. В пределах каждой ступени плавное регулирование тока производится изменением расстояния между первичной и вторичной обмотками.
Выпрямительный блок собран на кремниевых диодах, которые принудительно охлаждаются вентилятором. Включение выпрямителя в работу и выключение производятся магнитным пускателем.
Защитная аппаратура не позволяет включать выпрямитель, если на диоды не поступает воздушный поток, а так же если вышел из строя один из диодов или произошел пробой сетевого напряжения на корпус. Описанная пускозащитная аппаратура является традиционной для сварочных выпрямителей.
Сварочные выпрямители рассмотренного типа просты в изготовлении и эксплуатации. Их недостатки - в отсутствии стабилизации режима при изменении напряжения сети и невозможности дистанционного управления.
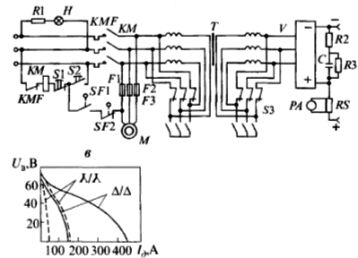
Рис. 7. Электрическая принципиальная схема сварочного выпрямителя ВД-306
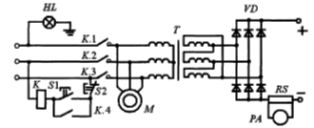
Рис. 8. Электрическая принципиальная схема сварочного выпрямителя ВД-313
Сварочные выпрямители регулируемые тиристорами
Тиристорные выпрямители помимо трансформатора и блока вентилей содержат в силовой цепи фильтр-дроссель, а в системе управления датчики и электронные блоки.
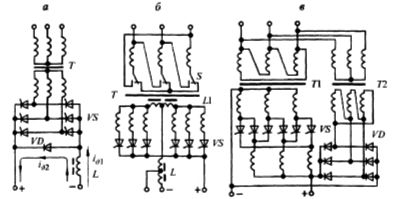
Рис. 9. Схемы тиристорных сварочных выпрямителей: а - с трехфазной мостовой, б - с шестифазной с уравнительным дросселем, в - с кольцевой схемой выпрямления
Сварочные выпрямители регулируемые дросселем насыщения
Для получения падающих характеристик в сварочных выпрямителях используются также дроссели насыщения. Дроссель, представляющий собой индуктивное сопротивление, располагают между силовым трансформатором и выпрямительным блоком. Силовой трансформатор в выпрямителе имеет жесткую внешнюю характеристику. Падающая же характеристика выпрямителя обеспечивается за счет индуктивного сопротивления дросселя.
Многопостовые сварочные выпрямители
Сварочные выпрямители с жесткими внешними характеристиками используются для многопостовой сварки - полуавтоматической и ручной. В первом случае в них предусматривается возможность регулировки выходного напряжения, а во втором - нет. Таким образом, многопостовой сварочный выпрямитель является наиболее простым по конструкции.