

Диэлектрический нагрев термопластических материалов применяется главным образом для соединения (сварки) отдельных частей при изготовлении различных изделий из этих материалов.
Процесс сварки происходит вследствие разогрева в высокочастотном электрическом поле до температуры плавления участка материала, находящегося под электродами рабочего конденсатора, к которым приложено соответствующее давление.

Такой сварке подвергаются как эластичные пленки, так и жесткие материалы в виде листов, труб и др. При помощи высокочастотной сварки изготовляются различные технические изделия, защитная упаковка, одежда, тара, а также предметы широкого потребления (папки, бумажники, футляры, сумки, плащи и др.).
При частоте электрического поля до 40 — 50 МГц за счет использования диэлектрического нагрева легко свариваются такие материалы, как полихлорвинил, винипласт, винипроз и другие, имеющие тангенс угла диэлектрических потерь порядка 10-2. Время сварки в зависимости от рода материала, размеров свариваемых изделий и мощности установки находится в пределах от десятых долей до единиц секунды.
Применяются два основных способа высокочастотной сварки: непрерывно-последовательная и одновременный.
При непрерывно-последовательном способе рабочий конденсатор состоит из двух вращающихся роликов, между которыми движется свариваемый материал.
Один из роликов является ведущим и соединен с электроприводом. Второй, высокопотенциальный, изолирован от корпуса установки диэлектриком, обладающим малыми потерями. Давление на материал передается через верхний ролик от пружины.
Производительность при таком способе сварки не превышает 5 м/мин. Для увеличения производительности пользуются конструкциями рабочего конденсатора, характерной особенностью которых является наличие замкнутой движущейся вместе с материалом металлической ленты.
В таких конструкциях длина линии касания электродов с материалом может быть выбрана сколь угодно большой и скорость сварки практически не ограничена. Свариваемый материал может протаскиваться самой системой электродов.
При одновременном способе электроды рабочего конденсатора, выполненные в виде штампов, повторяющих требуемую конфигурацию шва, установлены в прессе.
Для сварки встык труб из литого винипласта применяется рабочий конденсатор в виде двух пар полуколец из цветного металла. Внутрь трубы вставляется разъемный вкладыш из изоляционного материала с малыми потерями, препятствующий образованию в процессе сварки выступов и шероховатостей на внутренней поверхности трубы.

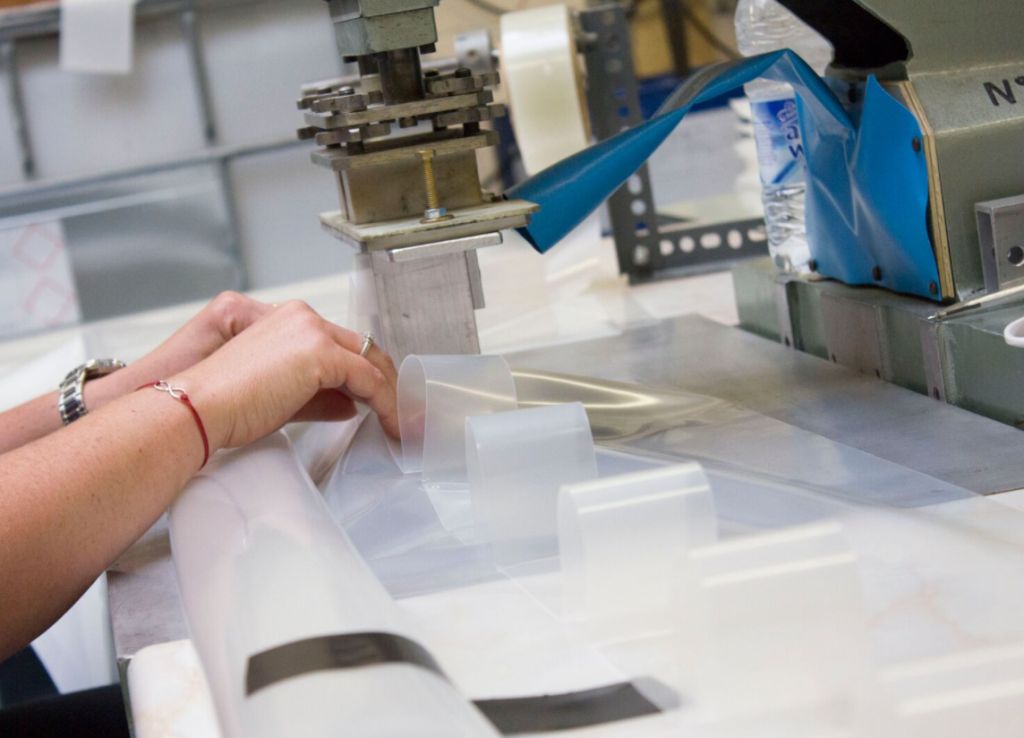
Машина высокочастотной сварки (сварочно-отрезной станок)
Сварочно-отрезной станок с выдвижным лотком подходит для сварки и резки материалов, содержащих нетканые материалы, другие ткани, а также текстильные или кожаные изделия. Это позволяет резать лишний материал сразу после сварки.
Оператор сначала помещает свариваемый материал на подвижный стол, а затем подвижный стол перемещается в зону прессования для сварки. Такая конструкция и обеспечивает безопасность операторов.
Другое распространенное применение — блистерная сварка. Сварочно-отрезной аппарат с выдвижным лотком может сваривать блистер с картоном, а затем разрезать блистер. Этот тип машин также часто используется в производстве спортивной обуви.

При стыковой сварке плоских листов применяются прямолинейные электроды. Свариваемые листы располагаются на твердом основании. Между электродами и листами над стыком укладывается упругая изоляционная прокладка, ограничивающая шов в высоту и улучшающая его форму.
К электродам прикладывается давление в направлении, перпендикулярном плоскости листов. Разогретый материал вдавливается в пространство между электродами, образуя утолщенный шов.
Прессовая сварка обеспечивает большую производительность при высоком качестве сварных швов. Прессы имеют ножной, пневматический или гидравлический привод. Конструктивно они выполняются:
-
с остаточным зазором, обеспечивающим заданную конечную толщину шва; при этом давление на сварной шов в процессе сварки меняется от максимального значения до 0;
-
с постоянным давлением в течение всего периода сварки;
-
с двумя ступенями давления: при небольшом давлении производится нагрев материала до плавления, после чего нагрев прекращается, а давление повышается.
Усилия в прессах в зависимости от мощности сварочной установки бывают от нескольких килограмм до нескольких тонн. Напряжение высокочастотной сварки подается на рабочий конденсатор генератора мощностью от нескольких сот ватт до десятков киловатт для сварки швов площадью от единиц до сотен см2.
Смотрите также: Физические основы методов высокочастотного нагрева диэлектриков