

 При шлифовании отверстий малого диаметра для обеспечения надлежащих скоростей резания требуются весьма высокие скорости вращения шлифовальных шпинделей. Так, при шлифовании отверстий диаметром 5 мм кругом диаметром 3 мм со скоростью всего лишь 30 м/сек шпиндель должен иметь скорость вращения 200 000 об/мин.
При шлифовании отверстий малого диаметра для обеспечения надлежащих скоростей резания требуются весьма высокие скорости вращения шлифовальных шпинделей. Так, при шлифовании отверстий диаметром 5 мм кругом диаметром 3 мм со скоростью всего лишь 30 м/сек шпиндель должен иметь скорость вращения 200 000 об/мин.
Применение в целях повышения скорости ременных передач ограничено предельно допустимыми скоростями ремня. Скорость вращения шпинделей с ременным приводом обычно не превышает 10 000 об/мин, причем ремни проскальзывают, быстро выходят из строя (через 150—300 час.) и создают вибрации во время работы.
Высокоскоростные пневматические турбинки тоже не всегда пригодны вследствие весьма значительной мягкости их механической характеристики.
Проблема создания высокоскоростных шпинделей имеет особое значение для производства шариковых подшипников, где требуется высококачественное внутреннее и желобное шлифование. В связи с этим в станкостроительной и шарикоподшипниковой промышленности применяются многочисленные модели так называемых электрошпинделей со скоростями вращения 12 000—50 000 об/мин и более.
Электрошпиндель (рис. 1) представляет собой шлифовальный шпиндель с тремя опорами и встроенным короткозамкнутым высокочастотным двигателем. Ротор двигателя помещается между двумя спорами на конце шпинделя, противоположном шлифовальному кругу.
Реже применяют конструкции с двумя или четырьмя опорами. В последнем случае вал электродвигателя соединяется со шпинделем посредством сцепной муфты.
Статор двигателя электрошпинделя собирается из электротехнической листовой стали. На нем располагается двухполюсная обмотка. Ротор двигателя при скоростях вращения до 30—50 тыс. об/мин набирается также из листовой стали и снабжается обычной коротко-замкнутой обмоткой. Диаметр ротора стремятся по возможности уменьшить.
При скоростях, больших 50 000 об/мин, вследствие значительных потерь встали, статор снабжают рубашкой с охлаждением проточной водой. Роторы двигателей, предназначенных для работы с такими скоростями, выполняют в виде сплошного стального цилиндра.
Особое значение для работы электрошпинделей имеет выбор типа подшипников. При скоростях вращения до —50 000 об/мин применяются шариковые подшипники повышенной точности. Такие подшипники должны иметь максимальный зазор, не превышающий 30 мк, что достигается надлежащей комплектовкой. Подшипники работают с предварительным натягом, создаваемым посредством тарированных пружин. Тарировке пружин предварительного натяга шариковых подшипников и выбору их посадочного натяга должно быть уделено большое внимание.
При скоростях вращения, больших 50 000 об/мин, удовлетворительно работают подшипники скольжения при интенсивном охлаждении их проточным маслом, подаваемым специальным насосом. Иногда смазку подают в распыленном состоянии.
Строились также высокочастотные электрошпиндели на 100 000 об/мин на аэродинамических опорах (подшипники с воздушной смазкой).
При производстве высокочастотных электродвигателей требуется весьма точное изготовление отдельных деталей, динамическая балансировка ротора, точная сборка и обеспечение строгой равномерности зазора между статором и ротором.
В связи с изложенным, изготовление электрошпинделей производится по специальным техническим условиям.
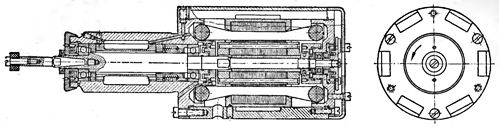
Рис.1. Высокочастотный шлифовальный электрошпиндель.
Коэффициент полезного действия высокочастотных двигателей относительно мал. Это объясняется наличием повышенных потерь в стали и потерь на трение в подшипниках.
Размеры и вес высокочастотных электродвигателей относительно невелики.

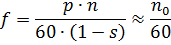
Рис. 2. Современный высокочастотный электрошпиндель
Применение электрошпинделей взамен приводов с ременным приводом в условиях производства шариковых подшипников увеличивает производительность труда при работе на внутришлифовальных станках не менее чем па 15—20%, резко уменьшает брак по конусности, овальности и по чистоте поверхности. Долговечность шлифовальных шпинделей увеличивается в 5—10 раз и более.
Большой интерес представляет также применение высокоскоростных шпинделей при сверлении отверстий диаметром менее 1 мм.
Частота тока, питающего высокочастотный электродвигатель, выбирается в зависимости от требуемой скорости вращения n электродвигателя по формуле
так как р = 1.
Так, при скоростях вращения электрошпинделей 12 000 и 120 000 об/мин требуются соответственно частоты 200 и 2000 Гц.
Для питания высокочастотных двигателей раньше применяли специальные генераторы повышенной частоты. Сейчас для этих целей используют статические преобразователи частоты на быстродействующих полевых транзисторах.
На рис. 3 представлен синхронный индукционный генератор трехфазного тока отечественного производства (тип ГИС-1). Как видно из чертежа, на статоре такого генератора имеются широкие и узкие пазы. Обмотка возбуждения, катушки которой размещены в широких пазах статора, питается постоянным током. Магнитное поле этих катушек замыкается через зубцы статора и выступы ротора так, как это показано на рис. 3 пунктиром.
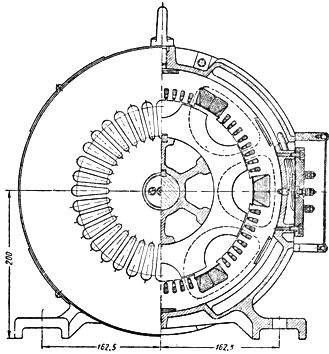
Рис. 3. Индукционный генератор тока повышенной частоты.
При вращении ротора магнитное поле, перемещаясь вместе с выступами ротора, пересекает витки обмотки переменного тока, размещенной в узких пазах статора, и наводит в них переменную э. д. с. Частота этой э. д. с. зависит от скорости вращения и числа выступов ротора. Электродвижущие силы, наведенные тем же потоком в катушках обмотки возбуждения, взаимно компенсируются вследствие встречного включения катушек.
Питание обмотки возбуждения производится через селеновый выпрямитель, присоединенный к сети переменного тока. Как статор, так и ротор имеют магнитопроводы, изготовленные из листовой стали.
Генераторы описанной конструкции изготовляются на номинальные мощности 1,5; 3 и 6 кВт и на частоты 400, 600, 800 и 1200 Гц. Номинальная скорость вращения синхронных генераторов равна 3000 об/мин.