

 Очень часто в процессе проектирования конструкций инженера сталкиваются с проблемой выбора материалов — те материалы, которые идеально подходят для выполнения одних функций конструкции, не обладают необходимыми свойствами для обеспечения других требований эксплуатации. Например, материал может обладать хорошей коррозионной стойкостью, электропроводностью и теплопроводностью, но недостаточной твердостью или износостойкостью. Решить эту инженерную задачу помогают материалы, изготовленные методом сварки взрывом.
Очень часто в процессе проектирования конструкций инженера сталкиваются с проблемой выбора материалов — те материалы, которые идеально подходят для выполнения одних функций конструкции, не обладают необходимыми свойствами для обеспечения других требований эксплуатации. Например, материал может обладать хорошей коррозионной стойкостью, электропроводностью и теплопроводностью, но недостаточной твердостью или износостойкостью. Решить эту инженерную задачу помогают материалы, изготовленные методом сварки взрывом.
Сварка взрывом, как возможный технологический процесс, была обнаружена во время второй мировой войны, когда после разрыва бомб были найдены фрагменты гильз, сваренные с другими металлическими предметами. В начале 1960-х годов компания DuPont разработала практический процесс сварки взрывом и запатентовала его в США.
С тех пор технология сварки взрывом получила быстрое развитие и применение во многих областях — от изготовления биметаллов для нефтяной промышленности до герметичных соединений в электронике. Детали, получаемые методом сварки взрывом, позволили достичь ранее недосягаемого предела срока службы изделий — до 30 лет.
Процесс сварки взрывом, на первый взгляд, довольно прост. Соединяемые металлы нужно расположить близко друг к другу с небольшим зазором. Слой взрывчатого вещества равномерно распределяется на верхней пластине. Полученная сэндвичная конструкция взрывается, и образуется новый конструктивный материал.
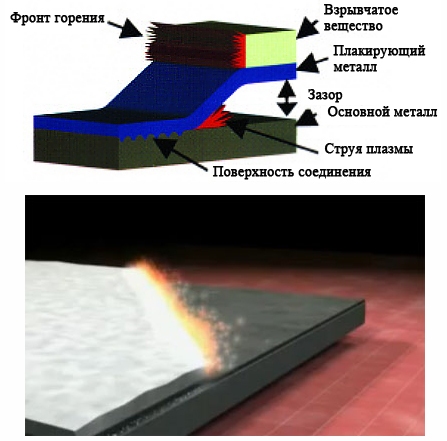
Процесс образования соединений при сварке взрывом
Из двух отдельных, и часто совершенно разнородных материалов, можно получить единую металлическую сварную композицию. Биметаллическая пластина затем может быть подвергнута дальнейшей обработке (например, прокатке) для использования в различных изделиях. Толщина плакирующего слоя, наносимого на основной металл, может колебаться от нескольких десятых долей миллиметра, до нескольких десятков сантиметров.
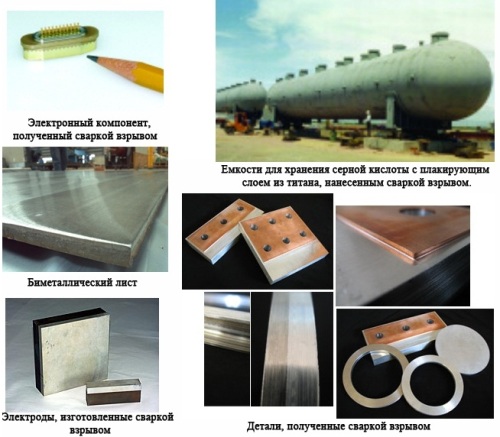
Примеры изделий, полученных при помощи сварки взрывом
После сварки, как правило, требуется правка полученного соединения, которая производится в валках или на прессе. Затем следуют операции контроля — механические испытания и ультразвуковой контроль сварного шва.
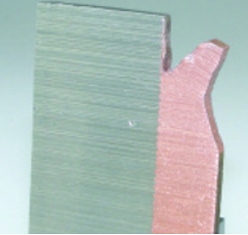
Испытание сварного соединения при помощи зубила показывает, что разрушение проходит не по сварному шву
Образец из сваренной нержавеющей стали и алюминия подвергнут испытанию на изгиб. Излом произошел в алюминии, а не в сварном шве
В действительности, однако, этот процесс намного более сложнее. Для получения качественного соединения без отслоений требуется тщательный контроль ряда технологических параметров, и для производства качественных композитов требуется значительный опыт в этом деле.
Наиболее распространенным взрывчатым веществом для сварки является игданит (смесь аммиачной селитры и углеводородного горючего вещества, чаще всего дизельного топлива).
Количество взрывчатого вещества может колебаться в широких пределах, но большинство сварочных работ проводятся с использованием взрывчатки массой 10...1000 кг. Очевидно, что такие опасные работы не могут быть проведены в обычном производственном сварочном цеху. Сварка взрывом должна выполняться лицензированными и опытными инженерами в отдалении от местонахождения людей. Должны применяться меры предосторожности, связанные со взрывными работами и хранением взрывчатки.
В процессе сварки в зоне воздействия взрывчатого вещества образуется очень высокое усилие, которое может достигать несколько сотен тысяч тонн. Поверхностные атомные слои каждого из соединяемых материалов подвергаются воздействию струи плазмы. Плазма вызывает образование металлической связи, при которой металлы делятся между собой валентными электронами.
На более макроскопическом уровне сварное соединение имеет вид волнистой линии вдоль направления взрыва. «Амплитуда» волнистости зависит от угла и скорости детонации. В крайних случаях она может быть настолько большой, что может привести к образованию нежелательных пустот под гребнями волн. Угол детонации обычно не превышает 30 градусов.
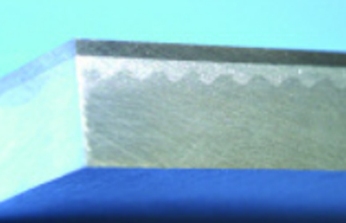
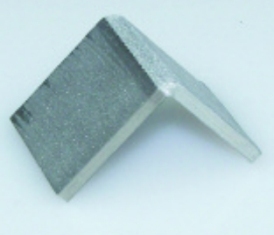
Волнообразный характер соединения двух металлов хорошо виден на этой фотографии
Процесс сварки взрывом имеет широкий диапазон соединяемых материалов. В некоторых случаях, качество сварного соединения композита может быть улучшено путем вставки тонкой прослойки между двумя разнородными слоями. «Сэндвичи» из четырех или более слоев металлов также не являются редкостью. Общее количество возможных комбинаций биметаллов, по подсчетам специалистов, составляет более 260 вариантов.
Использование биметаллов, полученных сваркой взрывом, позволяет существенно увеличить срок службы и повышает надежность термического, литейного, нефтяного оборудования, теплообменников, емкостей в химической промышленности. Сталь-алюминиевые композиты используют при производстве электродов.
Сварные биметаллические листы могут быть использованы в качестве переходных элементов при сборке конструкций из разнородных металлов. Плакирующие покрытия из ценных металлов позволяют существенно снизить себестоимость деталей, ранее изготовленных целиком из дорогостоящих материалов, при этом не ухудшая, а порой и получая гораздо более высокие эксплуатационные характеристики.
Конструкции, полученные сваркой взрывом, успешно используются при строительстве морских сооружений, так как при этом удается значительно уменьшить или вовсе устранить электрохимическую коррозию в морской среде. Тонкие слои защитных материалов, нанесенных этим методом сварки, защищают от радиационного излучения космические спутники.