

 Для более полной информации о принципе работы узлов и отдельных устройств станков и установок электрическую принципиальную схему часто дополняют циклограммами.
Для более полной информации о принципе работы узлов и отдельных устройств станков и установок электрическую принципиальную схему часто дополняют циклограммами.
Циклограмма - цикловая диаграмма, графическое изображение какого-либо циклического процесса.
Циклограммы (тактограммы) работы электрооборудования предназначаются для пояснения и определения последовательности и продолжительности включения электродвигателей и аппаратуры управления. Они нужны для пояснения и определения последовательности и продолжительности включения электродвигателей и аппаратуры управления в циклах работы механизмов.
Важно иметь циклограммы для механизмов с автоматическими циклами работы и большим количеством аппаратов управления. Как правило, на циклограммах указываются путевые выключатели, реле давления, электромагниты и прочие командные и исполнительные аппараты или электродвигатели.
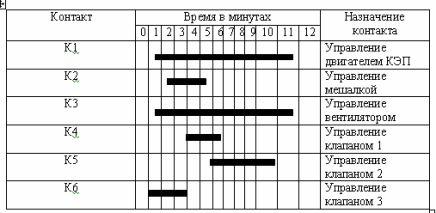
Рис. 1. Пример циклограммы
Имеются два основных способа начертания циклограмм - табличный и графический. Табличный способ обычно применяется для пояснения работы гидро- пли пневмоэлектрических элементов управления.
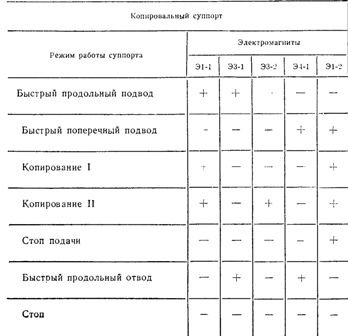
При составлении циклограмм по табличному способу необходимо придерживаться следующих условных обозначении:
а) знак « + » обозначает вынужденное состояние аппарата.
Такому состоянию соответствует нажатый штифт путевого выключателя, плунжер электромагнитного золотника или включенный электромагнит.
Аппараты, работающие с самовозвратом будут находиться в вынужденном состоянии только во время приложения к ним входной силы (сигналов);
б) знак « - » служит для обозначения свободного состояния аппаратов, которое соответствует отключенным электромагнитам, ненажатым путевым выключателям, плунжерам гидро- или пневмозолотников;
в) в тех случаях, когда элементы управления имеют более двух устойчивых состояний, циклограмму дополняют буквенными условными обозначениями: Н - нижнее положение золотника, В - верхнее; Л - левое; П - правое; С - среднее и др.
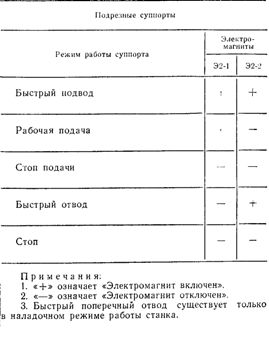
На рис. 2 показано, как составляется циклограмма в табличной форме для суппортов (копировального и подрезного) токарного станка.
В отличие от табличного способа начертания циклограмм графический способ позволяет определять состояние не только гидро- и пневмоэлектрической и командной аппаратуры, но и состояние и работу всевозможных механизмов, входящих в механизм, электрооборудование которого подлежит проектированию. Подобные циклограммы должны быть наглядны, просты в начертании и понятны в чтении, а также должны полно характеризовать работу всех составных частей производственного механизма.
При проектировании чаще всего используются циклограммы "по пути", временные циклограммы и циклограммы последовательности работы механизмов.
Выбор вида циклограммы определяется сложностью цикла работы проектируемого предмета.
Циклограммы "по пути" являются простейшими, на них рассматриваются только технологические переходы различных циклов работы механизмов и размещение в требуемых местах обозначений для командных и исполнительных аппаратов. Эта циклограмма дает точное представление о работе механизма.
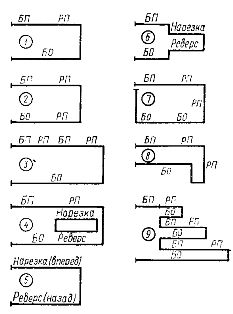
Рис. 3. Простейшая циклограмма работы станка "по пути": БП - быстрый подвод: РП - рабочая подача, БО — быстрый отвод, 1 - 9 - технологические переходы на стайке.
Циклограмма работы "по пути" загрузочного устройства и пиноли позволяет судить о протекании параллельных процессов и состоянии командных аппаратов, обеспечивающих начало работы механизмов и исполнительных аппаратов, производящих соответствующие переключения в загрузочном устройстве.
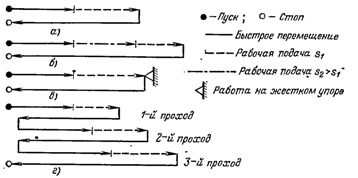
Рис. 4. Схемы циклов движения силовых головок агрегатных станков.
Пояснения к циклограммам:
Силовая головка с режущими инструментами сначала быстро подводится к детали, затем скорость движения снижается, и происходит рабочая подача. После окончания обработки головка быстро отводится в исходное положение (а). При обработке отверстий под болты комбинированным инструментом вначале производится их сверление (или зенкерование) с нормальной рабочей подачей s2, затем осуществляется автоматический переход на меньшую подачу при которой производится зенкерование. Схема цикла движений головки для этого случая показана на рис. 4,б.
Для цековки торцевых поверхностей около рассверленных отверстий в конце рабочего хода производится вращение инструмента без подачи — работа на жестком упоре (рис. 4,в). Силовая головка останавливается, упираясь в специальный винт, установленный на неподвижном кронштейне. Давление масла в гидросистеме повышается, и после выдержки времени, определяемой настройкой реле давления, головка возвращается в исходном положение.
При сверлении глубоких отверстий необходимо периодически выводить сверло из детали для удаления стружки и его охлаждения. Цикл движения силовой головки, соответствующий этому случаю, показан на рис. 4, г. По окончании сверления головка с инструментами отводится в исходное положение.
Сложные циклы, в работе которых участвует большое количество электрических аппаратов или машин, изображают в виде временных циклограмм, на которых указываются технологические переходы в секундах (или минутах) и работа отдельных узлов производственного механизма.
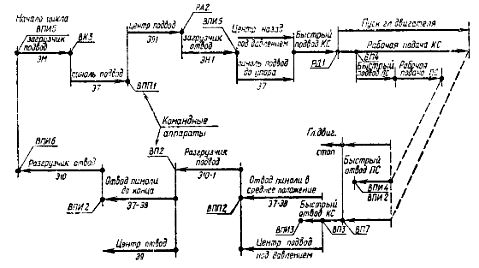
Рис. 5. Циклограмма работы "по пути" загрузочного устройства в пиноли станка