

 В статье рассмотрены схемы промышленных индукционных плавильных печей (канальных и тигельных) и индукционных закалочных установок с питанием от машинных и статических преобразователей частоты.
В статье рассмотрены схемы промышленных индукционных плавильных печей (канальных и тигельных) и индукционных закалочных установок с питанием от машинных и статических преобразователей частоты. Схема индукционной канальной печи
Почти все конструкции промышленных индукционных канальных печей выполняются с отъемными индукционными единицами. Индукционная единица представляет собой электропечной трансформатор с футерованным каналом для размещения расплавленного металла. Индукционная единица состоит из следующих элементов, кожуха, магнитопровода, футеровки, индуктора.
Индукционные единицы выполняются как однофазными, так и двухфазными (сдвоенными) с одним или двумя каналами на один индуктор. Индукционная единица подключается ко вторичной стороне (стороне НН) электропечного трансформатора с помощью контакторов, имеющих дугогасящие устройства. Иногда включаются два контактора с параллельно работающими силовыми контактами в главной цепи.
На рис. 1 приведена схема питания однофазной индукционной единицы канальной печи. Реле максимального тока РМ1 и РМ2 служат для контроля и отключения печи при перегрузках и коротких замыканиях.
Трехфазные трансформаторы используются для питания трехфазных или двухфазных печей, имеющих либо общий трехфазный магнитопровод, либо два или три отдельных магнитопровода стержневого типа.
Для питания печи в период рафинирования металла и для поддержания режима холостого хода служат автотрансформаторы для более точного регулирования мощности в период доводки металла до нужного химического состава (при спокойном, без бурления, режиме расплавления), а также для начальных пусков печи при первых плавках, которые проводятся при малом объеме металла в ванне для обеспечения постепенной сушки и спекания футеровки. Мощность автотрансформатора выбирают в пределах 25—30% мощности основного трансформатора.
Для контроля температуры воды и воздуха, охлаждающих индуктор и кожух индукционной единицы, устанавливают электроконтактные термометры, выдающие сигнал при превышении температуры свыше допустимой. Питание печи автоматически отключается при повороте печи для слива металла. Для контроля положения печи служат конечные выключатели, сблокированные с приводом электропечи. У печей и миксеров непрерывного действия при сливе металла и загрузке новых порций шихты отключение индукционных единиц не производится.
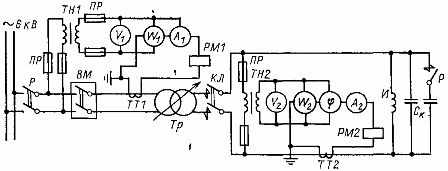
Рис. 1. Принципиальная схема питания индукционной единицы канальной печи: ВМ — выключатель мощности, КЛ — контактор, Тр — трансформатор, С — конденсаторная батарея, И — индуктор, ТН1, ТН2 — трансформаторы напряжения, 777, ТТ2 — трансформаторы тока, Р — разъединитель, ПР — предохранители, РМ1, РМ2 — реле максимального тока.
Для обеспечения надежного питания при эксплуатации и в аварийных случаях приводные двигатели механизмов наклона индукционной печи, вентилятора, привод загрузочно-разгрузочных устройств и системы управления питаются от отдельного трансформатора собственных нужд.
Схема индукционной тигельной печи
Промышленные индукционные тигельные печи емкостью более 2 т и мощностью свыше 1000 кВт питаются от трехфазных понижающих трансформаторов с регулированием вторичного напряжения под нагрузкой, подключаемых к высоковольтной сети промышленной частоты.
Печи выполняют однофазными, и для обеспечений равномерной нагрузки фаз сети в цепь вторичного напряжения подключают симметрирующее устройство, состоящее из реактора L с регулированием индуктивности методом изменения воздушного зазора в магнитной цепи и конденсаторной батареи Сс, подключаемых с индуктором по схеме треугольника (см. АРИС на рис. 2). Силовые трансформаторы мощностью 1000, 2500 и 6300 кВ-А имеют 9 - 23 ступени вторичного напряжения с автоматическим регулированием мощности на желаемом уровне.
Печи меньших емкости и мощности питаются от однофазных трансформаторов мощностью 400 - 2500 кВ-А, при потребляемой мощности свыше 1000 кВт также устанавливают симметрирующие устройства, но на стороне ВН силового трансформатора. При меньшей мощности печи и питании от высоковольтной сети 6 или 10 кВ можно отказаться от симметрирующего устройства, если колебания напряжения при включении и выключении печи будут находиться в допустимых пределах.
На рис. 2 приведена схема питания индукционной печи промышленной частоты. Печи снабжаются регуляторами электрического режима АРИР, которые в заданных пределах обеспечивают поддержание напряжения, мощности Рп и cosфи путем изменения числа ступеней напряжения силового трансформатора и подключения дополнительных секций конденсаторной батареи. Регуляторы и измерительная аппаратура размещены в шкафах управления.
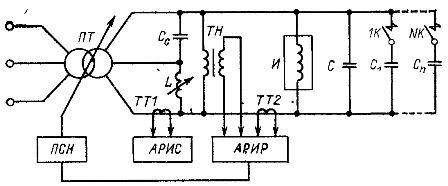
Рис. 2. Схема питания индукционной тигельной печи от силового трансформатора с симметрирующим устройством и регуляторами режима печи: ПСН — переключатель ступеней напряжения, С — симметрирующая емкость, L — реактор симметрирующего устройства, С-Ст - компенсирующая конденсаторная батарея, И — индуктор печи, АРИС — регулятор симметрирующего устройства, АРИР — регулятор режима, 1K—NK — контакторы управления емкостью батареи, ТТ1, ТТ2 — трансформаторы тока.
На рис. 3 приведена принципиальная схема питания индукционных тигельных печей от машинного преобразователя средней частоты. Печи оснащены автоматическими регуляторами электрического режима, системой сигнализации «проедания» тигля (для высокотемпературных печей), а также сигнализацией о нарушении охлаждения в водоохлаждаемых элементах установки.
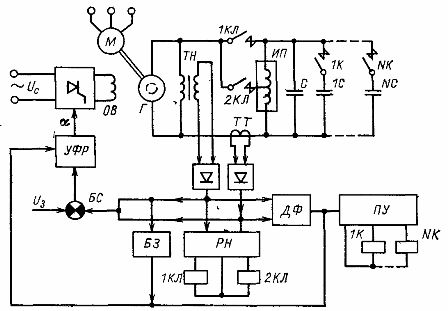
Рис. 3. Схема питания индукционной тигельной печи от машинного преобразователя средней частоты со структурной схемой автоматического регулирования режима плавки: М — приводной двигатель, Г —генератор средней частоты, 1K—NK — магнитные пускатели, ТИ — трансформатор напряжения, ТТ — трансформатор тока, ИП — индукционная печь, С — конденсаторы, ДФ — датчик фазы, ПУ — переключающее устройство, УФР — усилитель-фазорегулятор, 1КЛ, 2КЛ — линейные контакторы, БС — блок сравнения, БЗ — блок защиты, ОВ — обмотка возбуждения, РН — регулятор напряжения.
Схема индукционной закалочной установки
На рис. 4 приведена принципиальная электрическая схема питания индукционного закалочного станка от машинного преобразователя частоты. Помимо источника питания М—Г схема включает в себя силовой контактор К, закалочный трансформатор ТрЗ, на вторичную обмотку которого включен индуктор И, компенсирующую конденсаторную батарею Ск, трансформаторы напряжения и тока ТН и 1TT, 2ТТ, измерительные приборы (вольтметр V, ваттметр W, фазометр) и амперметры тока генератора и тока возбуждения, а также реле максимального тока 1РМ, 2РМ для защиты источника питания от коротких замыканий и перегрузок.
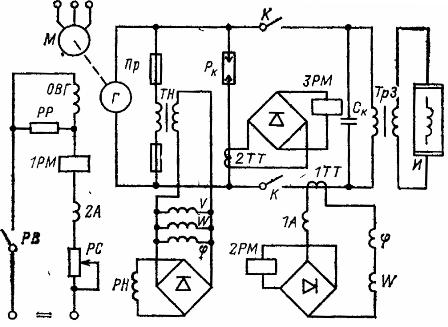
Рис. 4. Принципиальная электрическая схема индукционной закалочной установки: М —приводной двигатель, Г — генератор, ТН, ТТ — трансформаторы напряжения и тока, К — контактор, 1PM, 2РМ, ЗРМ — реле тока, Рк — разрядник, А, V, W — измерительные приборы, ТрЗ — закалочный трансформатор, OВГ —обмотка возбуждения генератора, РР — разрядный резистор, РВ — контакты реле возбуждения, PC — регулируемое сопротивление.
Для питания старых индукционных установок для термообработки деталей используют электромашинные преобразователи частоты — приводной двигатель синхронного или асинхронного типа и генератор средней частоты индукторного типа, в новых индукционных установках - статические преобразователи частоты.
Схема промышленного тиристорного преобразователя частоты для питания индукционной закалочной установки показана на рис. 5. Схема тиристорного преобразователя частоты состоит из выпрямителя, блока дросселей, преобразователя (инвертора), цепей контроля и вспомогательных узлов (реакторов, теплообменников и пр.). По способу возбуждения инверторы выполняются с независимым возбуждением (от задающего генератора) и с самовозбуждением.
Тиристорные преобразователи могут устойчиво работать как с изменением частоты в широком диапазоне (при самонастраивающемся колебательном контуре в соответствии с изменяющимися параметрами нагрузки), так и при неизменной частоте с широким диапазоном изменения параметров нагрузки в связи с изменением активного сопротивления нагреваемого металла и его магнитных свойств (для ферромагнитных деталей).
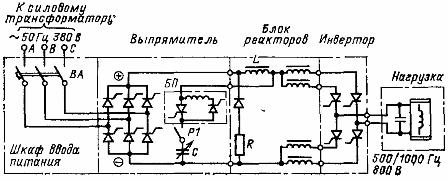
Рис. 5. Принципиальная схема силовых цепей тиристорного преобразователя типа ТПЧ-800-1: L — сглаживающий реактор, БП — блок пуска, ВА — выключатель автоматический.
Преимуществами тиристорных преобразователей являются отсутствие вращающихся масс, малые нагрузки на фундамент и малое влияние коэффициента использования мощности на снижение КПД, КПД составляет 92 - 94% при полной нагрузке, а при 0,25 снижается только на 1 - 2%. Кроме того, поскольку частота может быть легко изменена в определенном диапазоне, нет необходимости регулирования емкости для компенсации реактивной мощности колебательного контура.