

 Привод главного движения строгального станка: привод по системе Г—Д с ЭМУ, два асинхронных двигателя с короткозамкнутым ротором (для прямого и обратного хода), асинхронный двигатель с электромагнитными муфтами, тиристорный привод постоянного тока, частотно-регулируемый асинхронный привод. Торможение: динамическое, с рекуперацией и противовключением при двигателях постоянного тока и системе Г—Д. Диапазон регулирования до 25:1.
Привод главного движения строгального станка: привод по системе Г—Д с ЭМУ, два асинхронных двигателя с короткозамкнутым ротором (для прямого и обратного хода), асинхронный двигатель с электромагнитными муфтами, тиристорный привод постоянного тока, частотно-регулируемый асинхронный привод. Торможение: динамическое, с рекуперацией и противовключением при двигателях постоянного тока и системе Г—Д. Диапазон регулирования до 25:1.
Привод подачи (периодической и поперечной): механический от цепи главного движения, асинхронный короткозамкнутый двигатель, система ЭМУ—Д.
Вспомогательные приводы строгальных станков применяют для: быстрого перемещения суппортов, перемещения поперечины, зажима поперечины, подъема резцов, насоса смазки.
Специальные электромеханические устройства и блокировки: электромагниты для подъема резцов, электропневматическое управление подъемом резцов, устройства для контроля смазки, блокировка для предотвращения возможности работы с незажатой поперечиной, с неработающим насосом смазки.
Производительность продольно-строгальных станков в значительной степени зависит от скорости обратного хода стола. Время, требуемое на рабочий ход стола и его возвращение в исходное положение,

где tn — время пуска, tp — время работы (движения с установившейся скоростью), tT — время торможения, t'n — время разгона при обратном ходе, tox — время установившегося движения при обратном ходе стола, t'T — время торможения при обратном ходе, ta — время срабатывания аппаратуры.
Увеличение скорости vОX обратного хода стола приводит к уменьшению времени t0Х обратного хода, а следовательно, и продолжительности времени Т двойного хода. Число двойных ходов в единицу времени возрастает. Однако, чем меньше становится время tOХ, тем меньше влияет его изменение на время Т двойного хода и на число двойных ходов в единицу времени. Поэтому эффективность увеличения скорости v0Х обратного хода по мере ее повышения постепенно уменьшается.
Пренебрегая временем, затрачиваемым на переходные процессы и срабатывание аппаратуры, приближенно имеем

Отношение двух чисел двойных ходов в единицу времени

где tox1 и tox2 — продолжительности обратного хода соответственно при скоростях vox1 и vox2 обратного хода.
Примем vox1 = vp (где vp — скорость резания)

Последняя формула показывает, что по мере увеличения, скорости обратного хода возрастание числа двойных ходов замедляется. Если учесть продолжительность переходных процессов, а также время срабатывания аппаратуры, то эффективность повышения скорости vox окажется еще меньшей. Поэтому обычно принимают k — 2 ÷ 3.
Продолжительность переходных процессов при длинных ходах мало влияет на производительность. При коротких ходах число ходов значительно уменьшается при увеличении времени реверса.
Для сокращения времени реверса в некоторых случаях вместо одного электродвигателя применяют два двигателя половинной мощности. При этом момент инерции роторов оказывается значительно меньшим, чем у одного двигателя. Применение червячной передачи в цепи привода стола приводит к сокращению суммарного момента инерции привода. Однако сокращение времени реверса имеет свой предел. За время реверса у продольно-строгальных станков осуществляется поперечная периодическая подача суппортов, а также подъем и опускание резцов для обратного хода.

Продольно-строгальный станок
На машиностроительных заводах работают продольно-строгальные станки с различными приводами стола.
Привод стола осуществляют весьма различными способами. Долгое время для привода небольших продольно-строгальных станков применяли две электромагнитные муфты. Эти муфты передавали вращение с различными частотами вращения, соответствующими скоростям рабочего и обратного хода, и включались поочередно. Муфты связывали с валом электродвигателя посредством ременных или зубчатых передач.
Вследствие значительной электромагнитной и механической инерции время реверса таких приводов оказывалось продолжительным и в муфтах выделялось много тепла. Регулирование скорости производили переключением коробки скоростей, которая работала в тяжелых условиях и быстро изнашивалась.
Для тяжелых продольно-строгальных станков применяли привод по системе генератор — двигатель. Она обеспечивает значительный диапазон бесступенчатого регулирования скорости. Для решения диапазона регулирования скорости привода продольно-строгальных станков применяют систему Г—Д с ЭМУ. К недостаткам таких приводов относятся большие габариты и значительная стоимость. В отдельных случаях применяли также привод с двигателем постоянного тока с параллельным (независимым) возбуждением.
Привод стола продольно-строгального станка минского станкостроительного завода им. Октябрьской революции (рис. 1) выполнен по системе Г—Д с ЭМУ в качестве возбудителя. Регулирование частоты вращения двигателя производится только изменением напряжения генератора в диапазоне 15:1. Станок имеет двухступенчатую коробку скоростей.
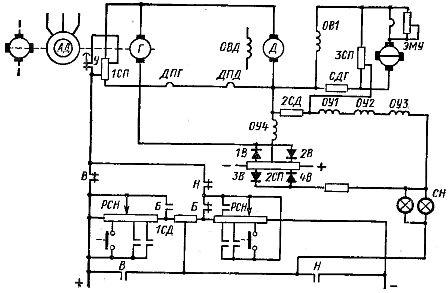
Рис. 1. Схема привода стола продольно-строгального станка
Через обмотки ОУ1, ОУ2, ОУЗ управления ЭМУ протекает ток, определяемый разностью задающего напряжения и напряжения отрицательной обратной связи двигателя Д. Задающее напряжение при вращении двигателя Д вперед снимается с потенциометра РСВ, а при вращении назад — с потенциометра РСН. Смещая движки потенциометров РСВ и РСН, можно задавать различные частоты вращения. Автоматически присоединяясь к тем или иным точкам потенциометров, можно обеспечить заданные частоты вращения на соответствующих участках цикла.
Напряжение обратной связи является разностью части напряжения генератора Г, снятой с потенциометра 1СП, и напряжения, снятого с обмоток ДПГ и ДПД дополнительных полюсов генератора и двигателя и пропорционального току двигателя Д.
Обмотка ОВ1 возбуждения генератора Г питается током ЭМУ. С резисторами ЗСП и СДГ обмотка ОВ1 образует сбалансированный мост. В диагональ моста включен резистор 2СД. При всяком изменении тока обмотки ОВ1 в ней возникает э. д. с. самоиндукции. Равновесие моста нарушается, и на резисторе 2СД возникает напряжение. Ток в обмотках ОУ1, ОУ2, ОУЗ при этом изменяется и, пока действует э. д. с, производится дополнительное подмагничивание или размагничивание ЭМУ.
Обмотка ОУ4 ЭМУ обеспечивает ограничение тока при переходных процессах. Она включена на разность напряжения, снятого с обмоток ДПГ и ДПД, и эталонного напряжения потенциометра 2СП. Диодами 1B, 2В обеспечивается протекание тока в обмотке ОУ4 лишь при больших токах двигателя Д, когда первое из этих напряжений больше второго.
Разность задающего напряжения и напряжения обратной связи в течение всего переходного процесса должна оставаться достаточно большой. Компенсацию нелинейных зависимостей производят посредством нелинейных элементов: диодов 3В, 4В и ламп накаливания СИ, имеющих нелинейное сопротивление. Диапазон регулирования частоты вращения у приводов стола по системе Г—Д расширяет изменение магнитного потока двигателя. Применяют также тиристорные электроприводы.
Суппорты продольно-строгальных станков подаются обычно при обратном ходе в течение короткого времени. Процесс подачи должен закончиться к началу нового рабочего хода (во избежание поломки резцов). Подача осуществляется механическим, электрическим и электромеханическим путем, причем применяют отдельные электродвигатели для каждого суппорта или один общий электродвигатель подачи для всех суппортов. Установочное перемещение суппорта обычно осуществляет двигатель подачи при соответствующем изменении кинематической схемы.
Для изменения величины периодической поперечной подачи помимо общеизвестных устройств с храповиком применяют электромеханические устройства, основанные на различных принципах. В частности, для регулирования периодической подачи применяют реле времени, уставку которого можно изменить в широких пределах.
Реле времени включает в конце рабочего хода одновременно с двигателем поперечной подачи. Оно отключает этот электродвигатель по истечении времени, соответствующего уставке реле. Величина поперечной подачи определяется продолжительностью вращения электродвигателя. Для постоянства подачи необходимо постоянство скорости двигателя и продолжительности его переходных процессов. Для стабилизации скорости используют привод с ЭМУ. Продолжительность процессов пуска и торможения электродвигателя сокращают путем форсирования этих процессов.
Для изменения поперечной подачи применяют также регулятор, действующий в функции пути (рис. 2), он представляет собой путевой командоаппарат, отключающий двигатель после того, как суппортом будет пройден определенный путь. Регулятор имеет диск, на котором на равных расстояниях укреплены кулачки. При работе двигателя диск, связанный кинематически с его валом, поворачивается до тех пор, пока следующий кулачок не воздействует на контакт. Это приводит к отключению электродвигателя от сети.
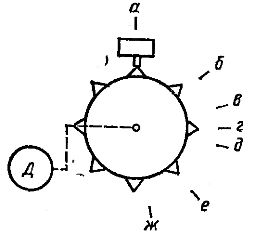
Рис 2. Регулятор поперечной подачи строгального станка
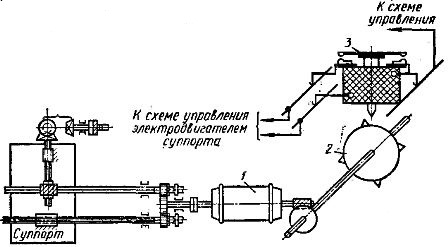
Рис. 3. Система подачи продольно-строгального станка 724
Однако двигатель продолжает некоторое время двигаться по инерции. При этом будет пройден угловой путь, больший чем установленный на регуляторе. Величине подачи будет, таким образом, соответствовать не путь аб, а путь ав. При следующей периодической подаче отрезок пути, соответствующий дуге вг, может оказаться слишком малым для разгона электродвигателя до установившейся скорости. Поэтому при отключении двигателя кулачком г скорость вращения двигателя будет меньше, а следовательно, и путь гд, пройденный по инерции, будет меньше, чем при предыдущей периодической подаче. Таким образом, получим вторую подачу, соответствующую дуге вд, меньшую, чем первая.
Для разгона двигателя при следующей поперечной подаче предоставляется снова больший путь де. Скорость двигателя в конце его разгона будет выше, и, следовательно, величина выбега по инерции еж также увеличится. Таким образом, при небольшой величине поперечных подач будут чередоваться большие и меньшие подачи.
Для регулятора поперечной подачи рассмотренного типа может быть применен нерегулируемый асинхронный короткозамкнутый двигатель. Величину поперечной подачи можно регулировать изменением передаточного отношения кинематической цепи, связывающей вал электродвигателя с диском командоаппарата. Число кулачков на диске можно изменять.
При использовании электромагнитных многодисковых муфт значительно сокращается продолжительность переходных процессов. Эти муфты обеспечивают достаточно быстрое действие (10—20 и более включений в секунду).
Система подачи станка 724 представлена на рис. 3. Величина подачи устанавливается диском 2 с шипами, который начинает вращаться при включении электродвигателя 1 подачи. Над этим диском помещается электромагнитное реле 3 подачи суппорта, которое включается одновременно с двигателем подачи. При включении реле 3 шток опускается так, что его могут задевать шипы вращающегося диска.
Контакты реле при этом замыкаются. Когда шип диска приподнимает шток, контакты реле разомкнутся и двигатель отключится от сети. Для обеспечения нужного числа подач используют набор дисков с различным числом шипов. Диски насаживают рядом на общую ось. Реле подачи можно перемещать так, чтобы оно могло работать с любым диском.
Для подъема резцов во время обратного хода часто используют электромагниты. Обычно каждую резцовую головку обслуживает отдельный электромагнит (рис. 4, а). Опускание головок происходит под действием силы тяжести. Для смягчения удара у тяжелых головок применяют воздушный демпфер.
Более плавный подъем и опускание резцовой головки можно получить, применяя реверсивный электродвигатель, вращающий эксцентрик (рис. 4, б). Такой подъем резцов применяют на тяжелых станках. Перемещение и зажим поперечины продольно-строгальных станков производят так же, как и у карусельных станков.
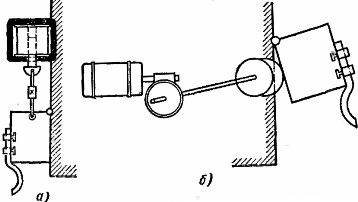
Рис. 4. Подъем резцов у продольно-строгальных станков
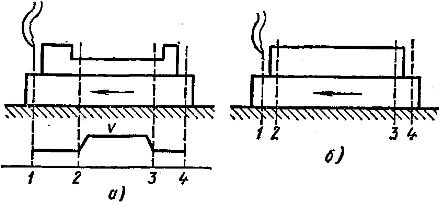
Рис. 5. Автоматическое изменение скорости дачи стола продольно-строгальных станков
На продольно-строгальных станках часто приходится обрабатывать заготовки, имеющие проемы или впадины, не подвергаемые обработке. В этом случае целесообразно изменять скорость движения стола (рис. 5, а). Стол будет проходить проем с повышенной скоростью, равной скорости обратного хода.
При обработке на продольно-строгальных станках заготовки, не имеющей проемов и впадин (рис. 5, б), возможно сокращение машинного времени путем повышения скорости резания на участке 2—3. На участках 1—2 и 3—4 скорость уменьшают во избежание поломки инструмента и смятия передней кромки заготовки при врезании, а также выкрашивания материала при выходе инструмента.
В обоих описанных случаях используют регулируемые электроприводы. Изменение скорости производят путевые переключатели, на которые воздействуют кулачки, поставленные в соответствующих точках пути.
У поперечно-строгальных и долбежных станков ход ползуна мал, и возвратно-поступательное движение осуществляет кулисная передача. Увеличение скорости ползуна при обратном ходе обеспечивается той же кулисной передачей. Электрификация поперечно-строгальных станков проста и сводится к применению нереверсивных короткозамкнутых двигателей и простейших схем контакторного управления.