

 При нагреве изделий в жидкости, благодаря высоким значениям коэффициента теплоотдачи от жидкости к металлу, может быть достигнута существенно большая скорость нагрева. С другой стороны, благодаря намного большей теплопроводности жидкостей в сравнении с газами, в них распределение температур должно быть более равномерным, а следовательно, нагрев отдельных изделий или частей изделия будет протекать в идентичных условиях.
При нагреве изделий в жидкости, благодаря высоким значениям коэффициента теплоотдачи от жидкости к металлу, может быть достигнута существенно большая скорость нагрева. С другой стороны, благодаря намного большей теплопроводности жидкостей в сравнении с газами, в них распределение температур должно быть более равномерным, а следовательно, нагрев отдельных изделий или частей изделия будет протекать в идентичных условиях.
Наибольшую скорость нагрева можно было бы получить в жидком металле, например в расплавленном свинце. Свинцовая ванна представляет собой железный тигель со свинцом, установленный в шахтной электрической печи под вытяжным зонтом. По расплавлении свинца и достижении им заданной температуры в него опускают мелкие детали, которые быстро нагреваются, например под закалку или отпуск, при этом теплопроводность свинца обеспечивает высокую равномерность нагрева опущенных в него деталей. Однако свинцовая ванна имеет ряд существенных дефектов:
• вредность работы со свинцом, особенно при высоких температурах,
• невозможность использования для нагрева до температур, больших 800°С (при более высоких температурах свинец интенсивно испаряется),
• малая теплоемкость свинца, из-за чего он быстро остывает при погружении более крупных деталей.
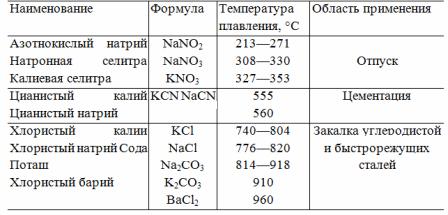
Поэтому свинцовые ванны получили лишь ограниченное применение. В отличие от свинца различные соли, селитры и щелочи нашли значительно более широкое применение. Так как ряд применяемых солей, селитр и щелочей имеет самые различные температуры плавления, то для любой температуры в пределах от 250 до 1300°С можно подобрать такую соль или смесь солей, чтобы она при этой температуре мало испарялась и в то же время была жидкотекучей. В табл. 1 даны температуры плавления и области применения некоторых солей и селитр.
Соляные и селитровые ванны конструктивно выполняются как ванны с наружным обогревом, ванны с внутренними нагревателями и электродные. Первые два типа выполняются на сравнительно низкие температуры — это в основном селитровые и щелочные ванны, применяемые для термообработки профилей и листов из легких сплавов (450—525°С).
Соляные ванны с наружным обогревом представляют собой прямоугольный или круглый сосуд, сваренный из обычной углеродистой стали, помещенный в шахту с металлическими нагревателями.
Соляные ванны с внутренними нагревателями выполняются такими же, но у них отсутствуют наружные нагревательные элементы, а вместо этого в селитру погружены трубчатые герметические нагревательные элементы. Они имеют существенные преимущества:
1. несколько меньшие габариты и меньшие тепловые потери по сравнению с ваннами наружного обогрева,
2. расход нагревательных сплавов в них меньше в десятки раз,
3. они более безопасны, так как селитра при перегреве в присутствии окислов железа может взрываться, а такой перегрев в ваннах наружного обогрева может наступить вследствие загрязнения нижних слоев селитры, в результате чего дно ванны перегревается нижними нагревателями.
Недостатком трубчатых нагревателей в селитровых ваннах является их малый срок службы вследствие высокой температуры и разъедания трубчатого кожуха селитрой.
Таблица 1. Температура плавления и область применения некоторых солей
Селитровые и щелочные ванны обоих типов достигают очень больших размеров (длина 6—8 м) и мощности в несколько сотен киловатт. Для более высоких температур применяются электродные ванны. Они представляют собой металлический или керамический тигель, наполненный солью, в который опущены металлические электроды, питаемые от понизительного трансформатора напряжением 8—25 В.
В холодном состоянии соль почти не проводит ток, но если ее нагреть от какого-либо постороннего источника, то между электродами устанавливается ток и в соли выделяетя джоулево тепло. Следовательно, нагревателем в таких ваннах служит сама расплавленная соль, в которую и погружаются нагреваемые изделия.
Электродные ванны бывают с охватывающими и с вынесенными электродами. Первые в настоящее время не применяются из-за низкого к. п. д. и неравномерности нагрева. В такого рода ваннах плотность тока на поверхности электродов ввиду больших размеров последних невелика, поэтому в них существует лишь естественная тепловая циркуляция соли, выравнивающая температуры в последней по высоте. Тем не менее в таких ваннах разность температур в верхних и нижних уровнях может достигать 20—25 °С.
Таким образом, основным недостатком таких ванн является недостаточно интенсивная циркуляция соли, что приводит к снижению скорости нагрева изделий, а следовательно и производительности ванны, и к неравномерному распределению температуры в ней по высоте.
Кроме того, в этих ваннах токовые линии заполняют практически весь объем соли, следовательно, ток проходит и через изделия. При неблагоприятной форме последних (острые кромки, тонкие перемычки между двумя частями изделия) в них могут сосредоточиваться повышенные плотности тока, что вызовет перегрев и может привести к браку или даже оплавлению.
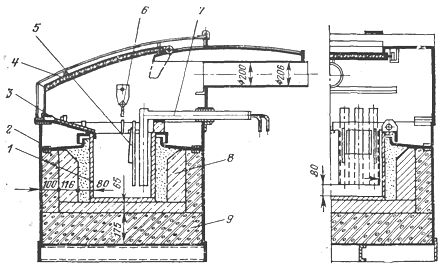
Рис. 1. Соляная ванна с вынесенными электродами и перегородкой: 1 — ванна, 2 — кожух, 3 — фартук, 4 — зонт, 5 — перегородка: 6 — пирометр, 7 – электрод, 8 — огнеупорная кладка, 9 — теплоизоляция.
Указанных недостатков лишены электродные соляные ванны с вынесенными электродами, получающие все большее распространение. В них электроды представляют собой два стержня прямоугольного или круглого сечения, опускаемых в соль на расстоянии 25—50 мм друг от друга.
В таких ваннах почти все токовые линии располагаются в пространстве между двумя электродами, поэтому через нагреваемые детали проходят лишь незначительные токи и их отдельные точки не перегреваются. Кроме того, для полного исключения прохождения тока через детали можно часть камеры, где расположены электроды, отделить от ее рабочей части перегородкой (рис. 1).
Так как плотность тока между стержнями очень велика, то соль, находящаяся между ними, перегревается и наступает интенсивная тепловая циркуляция, причем разогретые частички соли поднимаются в пространстве между электродами и у верхнего уровня расходятся по объему ванны, в то время как более холодные нижние слои затягиваются в межэлектродное пространство снизу.
При очень больших плотностях тока между электродами (около 15—25 А/см2) начинают превалировать электромагнитные усилия, выбрасывающие соль в межэлектродном пространстве вниз, в результате чего направление циркуляции меняется на обратное, а ее интенсивность увеличивается. Такая форсированная циркуляция соли существенно увеличивает как коэффициент теплопередачи от соли к изделиям, так и равномерность нагрева изделий по высоте ванн (до ±3°С).
Благодаря указанным преимуществам ванны с вынесенными электродами в последнее время применяются все шире. Выпускаются соляные ванны как однофазные, так и трехфазные (рис. 1) на мощности от 20 до 150 кВт и на различные температуры вплоть до 1300°С. Они применяются для нагрева под закалку и отпуск различных изделий, и в первую очередь инструмента (в том числе из быстрорежущих сталей), а также для изотермического отжига. Кроме того, подбором соответствующего состава соли в них можно обеспечить проведение операций термохимической обработки, цементации и цианирования сталей.
Известным преимуществом нагрева в соляных ваннах является также покрытие изделий, вынутых из ванны, тонкой пленкой соли. Эта пленка защищает поверхность изделия от окисления на воздухе, в то же время она трескается и отскакивает при его охлаждении или при погружении в закалочный бак.
Жароупорные металлические тигли электродных ванн, работающих до 1000°С, выполняются из хромоникелевых сталей, и при этом срок службы их может быть принят равным 1 году. Керамические тигли могут применяться до 1400 °С, они могут быть либо цельнонабивными, обожженными, либо сборными из отдельных обожженных плит из высокоглиноземистой керамики, связанных раствором.
Электроды можно выполнять из хромоникелевых сталей или из малоуглеродистых сталей, например марки 10. Электроды стоят в высокотемпературных ваннах 3—6 мес, в среднетемпературных — до года.
Большую роль играет устройство крышек соляных ванн. Открытое зеркало соли излучает количество энергии, равное при 1000 °С примерно 5—6-кратному значению тепловых потерь закрытой ванны. Поэтому крышку ванны необходимо достаточно хорошо теплоизолировать, в то же время она должна легко откидываться или отводиться в сторону при загрузке и выгрузке. Существенное уменьшение потерь зеркала ванны можно получить, покрыв ее поверхность слоем порошка угля кили графита.
Так как соль в холодном состоянии не проводит, то для пуска ванны в работу необходимо ее разогреть. Наиболее удобным является использование пускового нихромового сопротивления. Последнее перед застыванием ванны опускается в соль и подключается к двум электродам. При разогреве ванны ток трансформатора, протекая по сопротивлению, раскаляет его, отчего разогреваются прилегающие к сопротивлению слои соли и, в свою очередь, начинают проводить. После этого сопротивление отключается и извлекается из соли. Для такого сопротивления может быть допущена весьма большая удельная поверхностная мощность порядка 10—15 Вт/см2. Следует, однако, иметь в виду, что нихром при работе в соли делается очень хрупким и требует осторожного обращения.
Иногда вместо металлического сопротивления между электродами закладывают по отключении печи кусочки электродного угля, которые, раскаляясь при включении ванны, разогревают соль. Наконец, можно просто разогреть участки соли около электродов газовой горелкой. Операция разогрева ванны довольно длительная, поэтому иногда предпочитают не охлаждать ванны на ночь, оставляя их включенными на пониженном напряжении.
Помимо электродных ванн периодического действия применяются и непрерывные агрегаты. При индивидуальных ваннах может применяться конвейер над ванной, несущий детали и погружающий их в соль. Более сложными являются агрегаты для комплексных процессов термообработки, выполняемых последовательно в нескольких ваннах, так как при этом требуется создание поочередного движения деталей в горизонтальном и вертикальном направлениях. Обычно эта задача решается при помощи либо конвейера, либо карусельного механизма с подъемным устройством.
Таким образом, по сравнению с обычными электрическими печами соляные ванны имеют следующие преимущества:
1. высокая скорость нагрева и, следовательно, большая производительность при равных габаритах,
2. легкость проведения различных видов термической и термохимической обработки,
3. защита изделий от окисления в процессе нагрева и остывания.
Недостатки соляных ванн следующие:
1. большой удельный расход энергии вследствие повышенных тепловых потерь с зеркала ванны и необходимости непрерывной работы ее из-за длительности и сложности разогрева (последнее обусловливает работу с недогрузкой),
2. довольно высокий расход соли,
3. тяжелые условия труда даже при хорошей вентиляции.
Распространенность соляных ванн объясняется тем, что во многих случаях их преимущества превалируют над недостатками.
Для самых низких температур применяются масляные ванны, выполняемые как с внутренним, так и с наружным обогревом. По такому же методу, как и электродные соляные ванны, работают и электродные котлы для подогрева воды и получения водяного пара.