

 Скрепление деталей сваркой и пайкой основано на одном принципе: заливке соединяемых элементов расплавленными металлами. Только при пайке используют легкоплавкие свинцово-оловянные припои, а при сварке — те же металлы, из которых сделаны свариваемые конструкции.
Скрепление деталей сваркой и пайкой основано на одном принципе: заливке соединяемых элементов расплавленными металлами. Только при пайке используют легкоплавкие свинцово-оловянные припои, а при сварке — те же металлы, из которых сделаны свариваемые конструкции.
Физические законы, действующие при сварке
Чтобы перевести металл из обычного твердого состояния в жидкую стадию, его необходимо разогреть до очень высокой температуры, большей значения его плавления. Электрические сварочные аппараты работают по принципу выделения тепла в проводнике при прохождении по нему электрического тока.
Это явление в первой половине XIX века одновременно описали два физика: англичанин Джеймс Джоуль и россиянин Эмиль Ленц. Они доказали, что величина выделяемой теплоты в проводнике прямо пропорциональна:
1. произведению квадрата проходящего тока;
2. электрическому сопротивлению цепи;
3. времени воздействия.

Чтобы создать количество теплоты, способное расплавить металлические детали током необходимо влиять на нее одним из этих трех критериев (I, R, t).
Во всех сварочных аппаратах используется регулирование дуги за счет изменения величины протекающего тока. Остальные два параметра отнесены в разряд дополнительных.
Виды тока для сварочных аппаратов
В идеальном случае для равномерного прогрева деталей и места шва лучше всего подходит постоянный по времени электрический ток, который могут создать такие источники, как аккумуляторные или химические батареи либо специальные генераторы.

Однако, схема, которая показана на картинке, никогда не используется на практике. Она приведена для показа стабильного по величине тока, способного зажечь ровную, идеальную дугу.
Электрические сварочные аппараты работают от переменного тока промышленной частоты 50 герц. При этом все они создаются для длительной, безопасной работы сварщика, что требует установки минимальной разности потенциалов между свариваемыми деталями.
Однако, для надежного зажигания дуги требуется поддерживать уровень напряжения в 60÷70 вольт. Эта величина взята за исходную для рабочей цепи, в то время, как на вход сварочного аппарата подается 220 либо 380 В.
Переменный ток для сварки
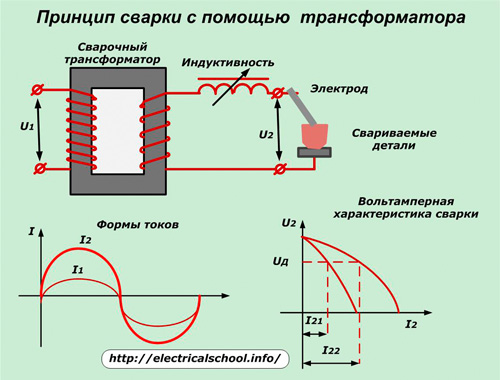
Для понижения подводимого напряжения электроустановки до рабочего значения сварки используются мощные понижающие трансформаторы с возможностью регулирования величины тока. Они на выходе создают такую же по форме синусоиду, как и в питающей сети. А амплитуда гармоники для горения дуги создается значительно большей.
Конструкции сварочных трансформаторов должны отвечать двум условиям:
1. ограничению токов коротких замыканий во вторичной цепи, которые по условиям работы происходят довольно часто;
2. устойчивому горению зажженной дуги, необходимой для работы.
С этой целью их создают с внешней вольтамперной характеристикой (ВАХ), обладающей резкой крутизной падения. Делается это за счет увеличенного рассеивания электромагнитной энергии либо включением в схему дросселя — катушки с индуктивным сопротивлением.
В старых конструкциях сварочных трансформаторов для выставления тока сварки использовался метод переключения числа витков в первичной или вторичной обмотке. Этот трудоемкий затратный способ изжил себя и в современных аппаратах он не применяется.
Первоначально трансформатор настроен на выдачу максимальной мощности, которая указана в технической документации и на табличке корпуса. Затем для выставления рабочего тока дуги она снижается одним из следующих способов:
-
подключением индуктивного сопротивления во вторичную цепь. При этом увеличивается крутизна ВАХ и уменьшается амплитуда сварочного тока, как показано на картинке выше;
-
изменением состояния магнитопровода;
-
тиристорной схемой.
Способы регулирования сварочного тока вводом индуктивного сопротивления во вторичную цепь
Сварочные трансформаторы, работающие по этому принципу, бывают двух видов:
1. с плавной системой регулирования тока за счет постепенного изменения воздушного зазора внутри магнитотпровода индуктивности;
2. со ступенчатым переключением числа витков обмотки.
При первом способе магнитопровод индуктивности делается из двух частей: стационарной и подвижной, которая сдвигается от вращения рукоятки управления.
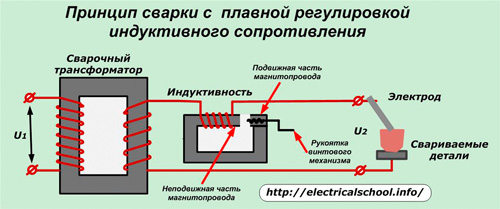
При максимальном воздушном зазоре создается наибольшее магнитное сопротивление для электромагнитного потока и наименьшее индуктивное сопротивление, которое обеспечивает максимальное значение тока сварки.
Полное же приближение подвижной части магнитопровода к неподвижной снижает сварочный ток до минимально возможной величины.
Ступенчатое регулирование основано на использовании передвигающегося контакта для поэтапной коммутации определенного числа витков обмотки.
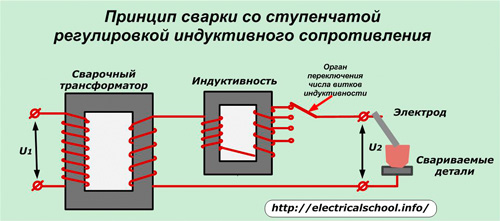
У этих индуктивностей магнитопровод делают целым, неразъемным, что немного упрощает общую конструкцию.
Способ регулирования тока на основе изменения геометрии магнитопровода сварочного трансформатора
Этот технический прием выполняется одним из методов:
1. перемещением секции из подвижных катушек на различное удаление от стационарно установленных обмоток;
2. регулированием положения магнитного шунта внутри магнитопровода.
В первом случае сварочный трансформатор создается с повышенным рассеиванием индуктивности за счет возможности изменения расстояния между стационарно закрепленными в районе нижнего ярма катушками первичной цепи и подвижной вторичной обмоткой.
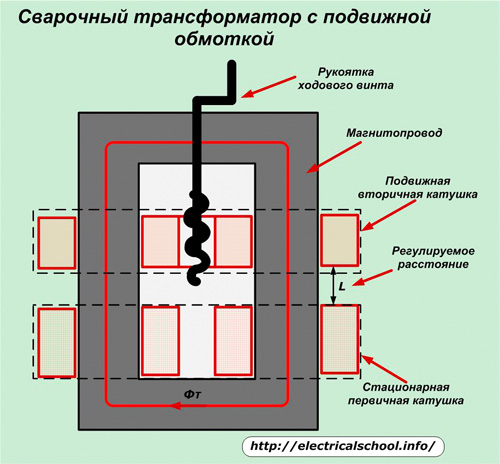
Она перемещается за счет ручного вращения рукоятки регулировочного вала, работающего по принципу ходового винта с гайкой. При этом положение силовой обмотки переносится простой кинематической схемой на механический указатель, который проградуирован в делениях сварочного тока. Его точность составляет порядка 7,5%. Для более качественных замеров во вторичную цепь встраивают трансформатор тока с амперметром.
При минимальном расстоянии между катушками создается наибольшая величина сварочного тока. Для его уменьшения необходимо отодвигать подвижную обмотку.
Подобные конструкции сварочных трансформаторов создают при работе большие радиопомехи. Поэтому в их электрическую схему включают емкостные фильтры, снижающие электромагнитные шумы.
Способ включения подвижного магнитного шунта
Один из вариантов исполнения магнитопровода такого трансформатора показан на картинке ниже.
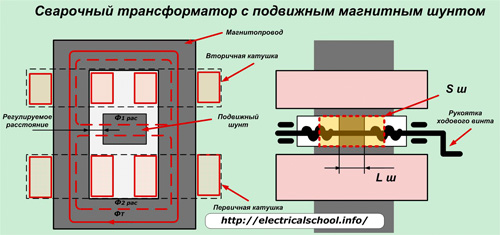
Принцип его работы основан на шунтировании определенной части магнитного потока в сердечнике за счет включения регулировочного органа с ходовым винтом.
Сварочные трансформаторы, управляемые по описанным способам, выполняются с магнитопроводами из листов электротехнической стали и обмотками из медных или алюминиевых проводов с термостойкой изоляцией. Однако, с целью длительной работы они создаются с возможностью хорошего воздухообмена для отвода выделяемой теплоты в окружающую атмосферу, поэтому обладают большим весом и габаритами.
Во всех рассмотренных случаях сварочный ток, протекающий через электрод, имеет знакопеременную величину, снижающую равномерность и качество дуги.
Выпрямленный ток для сварки
Тиристорные схемы
Если после вторичной обмотки сварочного трансформатора подключить два встречно соединенных тиристора или один симистор, через управляющие электроды которых схемой управления регулировать фазу открытия каждого полупериода гармоники, то появляется возможность снижать максимальный ток силовой цепи до величины, необходимой для конкретных условий сварки.
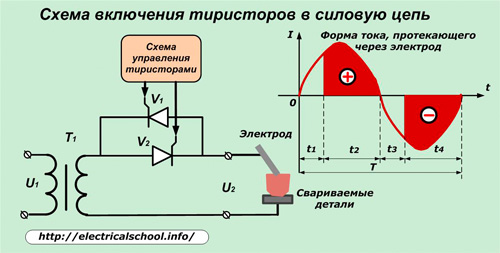
Каждый тиристор пропускает только положительную полуволну тока от анода к катоду и блокирует прохождение его отрицательной половины. Встречное включение позволяет управлять обеими полуволнами.
Регулировочным органом в схеме управления задается промежуток времени t1, в течение которого тиристор еще закрыт и не пропускает свою полуволну. При подаче тока внутрь цепи управляющего электрода в момент времени t2 тиристор открывается и через него проходит часть положительной полуволны, помеченная знаком «+».
Когда синусоида переходит через нулевое значение, тиристор закрывается, он не будет пропускать через себя ток до тех пор, пока к его аноду не подойдет положительная полуволна и схема управления фазосдвигающим блоком не даст команду на управляющий электрод.
В момент времени t3 и T4 работает встречно включенный тиристор по уже описанному алгоритму. Таким образом, у сварочного трансформатора с помощью тиристорной схемы срезается часть энергии тока в периоды времени t1 и t3 (создается бестоковая пауза), а для сварки используются токи, протекающие в промежутки t2 и t4.
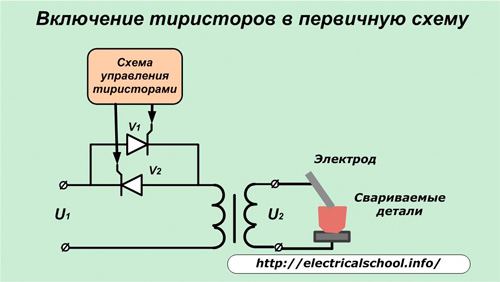
Также эти полупроводники можно устанавливать в первичную цепь, а не силовую. Это позволяет использовать тиристоры меньшей мощности. Но в этом случае трансформатор будет преобразовывать обрезанные части полуволн синусоиды, помеченные знаками «+» и «-».
Наличие бестоковой паузы в периоды отсечки части гармоник тока является недостатком схемы, влияющим на качество горения дуги. Однако использование специальных электродов и некоторые другие меры позволяют успешно использовать тиристорную схему для сварки, которая нашла довольно широкое применение в конструкциях, называемых сварочными выпрямителями.
Диодные схемы
У маломощных однофазных сварочных выпрямителей встречается схема подключения моста, собранного из четырех диодов.
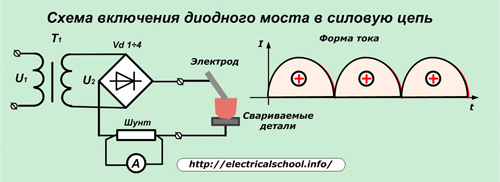
Она создает форму выпрямленного тока, который имеет вид непрерывно чередующихся положительных полуволн. У этой схемы сварочный ток не изменяет свое направление, а только колеблется по величине, создавая пульсации. Эта форма лучше поддерживает сварочную дугу, чем тиристорная.
В таких устройствах могут быть дополнительные обмотки, подключаемые к рабочим катушкам трансформатора для регулирования тока. Его величину определяют по амперметру, подключенному к выпрямленной цепи через шунт или синусоидальной — через трансформатор тока.
Мостовая схема Ларионова
Она предназначена для трехфазных систем и хорошо работает у сварочных выпрямителей.
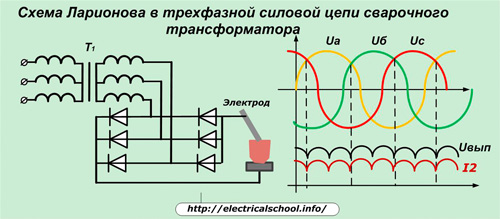
Включение диодов по схеме этого моста позволяет складывать на нагрузке вектора напряжений таким образом, что они создают итоговое напряжение U вып, которое характеризуется небольшими пульсациями и по закону Ома формирует на сварочном электроде ток дуги аналогичной формы. Он значительно приближен к идеальному виду постоянного тока.
Особенности использования сварочных выпрямителей
Выпрямленный ток в большинстве случаев позволяет:
-
надежнее зажигать дугу;
-
обеспечивает ее устойчивое горение;
-
создавать меньшее количество брызг расплавленных металлов, чем у сварочных трансформаторов.
Это расширяет возможности сварки, позволяет надежно соединять нержавеющие стальные сплавы и цветные металлы.
Инверторный ток для сварки
Сварочными инверторами называют устройства, которые осуществляют поэтапное преобразование электричества по следующему алгоритму:
1. промышленная электроэнергия 220 или 380 вольт видоизменяется выпрямителем;
2. возникающие технологические шумы сглаживаются встроенными фильтрами;
3. стабилизированная энергия инвертируется в ток высокой частоты (от 10 до 100 кГц);
4. высокочастотный трансформатор снижает напряжение до величины, необходимой для устойчивого зажигания дуги электрода (60 V);
5. высокочастотный выпрямитель преобразовывает электроэнергию в постоянный ток для сварки.
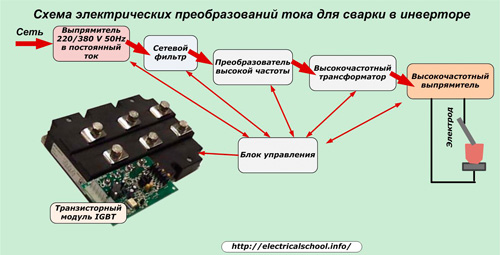
Каждый из пяти этапов работы инвертора происходит под автоматическим управлением специального транзисторного модуля серии IGBT в режиме обратной связи. Система управления, построенная на этом модуле, относится к самому сложному и дорогому элементу сварочного инвертора.
Форма выпрямленного тока, созданного для дуги инвертором, практически близка к идеальной прямой линии. Она позволяет выполнять многочисленные виды сварок различных металлов.
Благодаря микропроцессорному управлению технологических процессов, происходящих внутри инвертора, работа сварщика значительно облегчается введением аппаратных функций:
-
горячего старта (режим Hot Start) за счет автоматического возрастания тока при начале сварки для облегчения запуска дуги;
-
анти-залипания (режим Anti Stick), когда при касании электродом свариваемых деталей величина сварочного тока снижается до значений, не вызывающих расплавление металла электрода и его прилипание;
-
форсирования дуги (режим Arc Force) при отделении больших капель расплавленного металла от электрода, когда сокращается длина дуги и появляется возможность его залипания.
Эти функции позволяют даже новичкам качественно выполнять сварные швы. Сварочные инверторные аппараты надежно работают при больших колебаниях входного напряжения сети.
Инверторные аппараты требуют бережного обращения и защиты от пыли, которая в случае оседания на электронных компонентах может нарушить их работу, привести к ухудшению теплосъема и перегреву конструкции.
При отрицательных температурах на платах модулей возможно появление конденсата. Он станет причиной поломок и неисправностей. Поэтому инверторы хранят в обогреваемых помещениях и не работают с ними при морозе или атмосферных осадках.